
Yhteenveto
Paloa hidastavia (FR) polymeerilaatuja on määritelty kaikissa auto-, elektroniikka-, sähkö- ja rakennussovelluksissa, mutta ne aiheuttavat prosessointihaasteita ja työkaluriskejä, joita standardilaadut eivät. FR-lisäaineet kaventavat prosessiikkunoita, lisäävät muottiteräksen syövyttävyyttä, vaikuttavat pinnan viimeistelyyn ja vaikeuttavat kierrätysvirtoja. Tämä opas kattaa UL94-luokitusjärjestelmän yksityiskohtaisesti, selittää, kuinka kukin tärkeä FR-kemia on vuorovaikutuksessa ruiskuvalulaitteiden ja -työkalujen kanssa, ja tarjoaa käytännöllisiä tietoja muotin suunnittelusta ja teräksen valinnasta FR-materiaaleja käytettäessä.
1. Miksi palonsuojalla on merkitystä ruiskuvalussa
Muovit palavat. Suurin osa teknisistä kestomuoveista – ABS, PP, PA, PC – ovat luonnostaan palavia, ja rajoittavat happiindeksit (LOI) ovat 17–28 %. Sovelluksissa, joissa on syttymisriski – sähkökotelot, sähköautojen akkukotelot, kulutuselektroniikka, lentokoneiden sisätilat, rakennuspaneelit – muuntamattomat polymeerit eivät voi täyttää paloturvallisuusmääräyksiä.
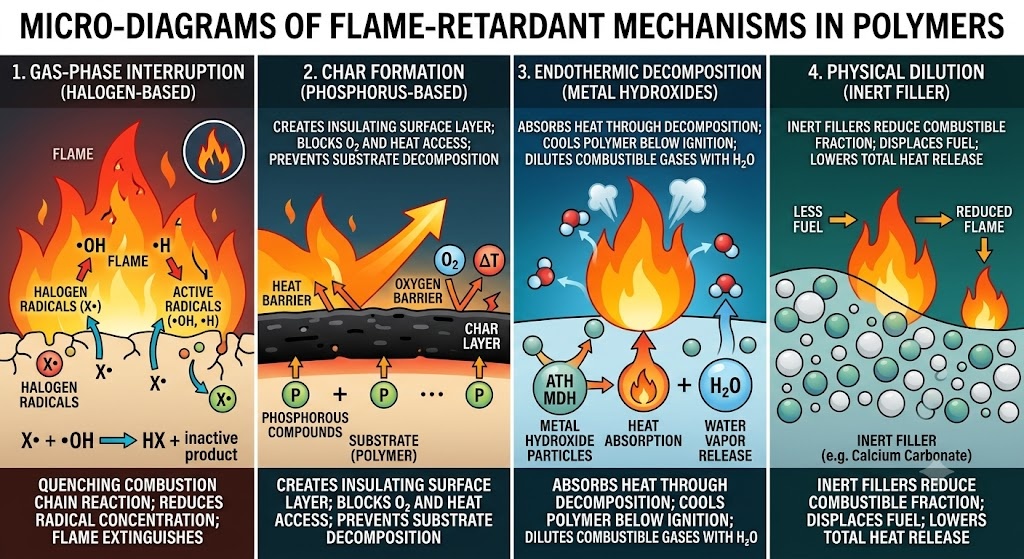
Palonestoaineet korjaavat tämän yhdellä tai useammalla mekanismilla:
- Kaasuvaiheen katkeaminen — FR-radikaalit sammuttavat palamisketjureaktion liekkivyöhykkeessä (halogeenipohjaiset järjestelmät)
- Hiilen muodostuminen — FR-kemia edistää hiilipitoista pintakerrosta, joka eristää substraatin liekiltä (fosforipohjaiset, paisuvat järjestelmät)
- Endoterminen hajoaminen — FR-lisäaine imee lämpöä hajoamalla ja jäähdyttää substraatin syttymislämpötilan alapuolelle (metallihydroksidit: ATH, MDH)
- Fysikaalinen laimennus — inertti täyteaine vähentää yhdisteen palavaa osuutta
Ruiskuvalukoneen haasteena on, että nämä mekanismit aktivoituvat lämmön vaikutuksesta – sama ärsyke, joka ohjaa muovausprosessia. FR-lisäaineet, jotka ovat tarpeeksi lämpöstabiileja selviytyäkseen tynnyristä, mutta riittävän reaktiivisia toimiakseen tulipalossa, edustavat kapeaa teknistä ikkunaa, jolla on suoria seurauksia prosessoinnissa ja työkaluissa.
2. UL94-luokitusjärjestelmä: mitä luokitukset todellisuudessa tarkoittavat
UL94 (Laitteiden ja laitteiden osien muovimateriaalien syttyvyystestien standardi) on ensisijainen maailmanlaajuinen referenssi muovin syttyvyysluokittelulle. Oikean määrittelyn kannalta on välttämätöntä ymmärtää, mitä kukin luokitus vaatii – ja mitä ei vaadi.
2.1 Testimenetelmän yleiskatsaus
UL94-testit tehdään valetuille näytteille, ei raaka-aineille. Näytteen geometrialla on väliä: standardi määrittelee paksuusluokat (tyypillisesti 0,8 mm, 1,6 mm, 3,2 mm), ja arvot ovat paksuudesta riippuvaisia. Materiaali, jonka luokitus on V-0 3,2 mm:n kohdalla, voi saavuttaa V-2 vain 0,8 mm:n kohdalla.
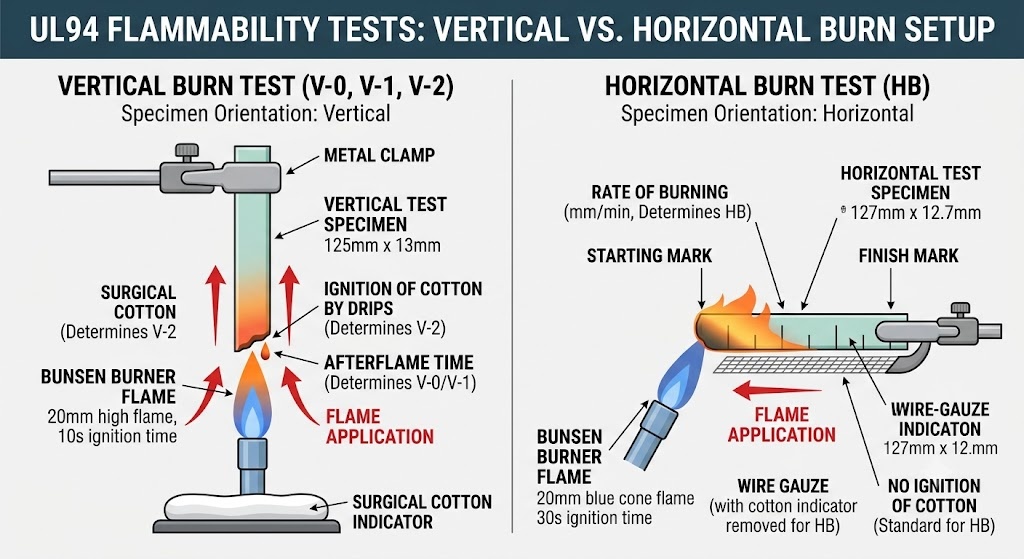
Kaksi ensisijaista testisarjaa:
Pystysuuntaiset palotestit (V-0, V-1, V-2, 5VA, 5VB): 125 mm × 13 mm näytettä pidetään pystyasennossa ja altistetaan määritetylle liekille kahdeksi 10 sekunnin välein. Tiputus, jälkiliekkiaika ja näytteen alla olevan puuvillailmaisimen syttyminen määräävät arvosanan.
Horisontaalinen palotesti (HB): 127 mm × 12,7 mm näytettä pidetään vaakasuorassa. Tämä on alhaisin luokitus – useimmat hyödykepolymeerit, joissa ei ole FR-käsittelyä, saavuttavat riittävän paksuisen HB:n.
2.2 Luokittelukriteerit
| Luokitus | Jälkiliekki ≤ (jokainen käyttökerta) | Jälkiliekki yhteensä ≤ (5 näytettä) | Sytyttääkö tippuminen puuvillan? | Jälkihehku ≤ | Huomautuksia |
|---|---|---|---|---|---|
| V-0 | 10 sek | 50 sek | Ei | 30 sek | Tiukimmat pystysuorat |
| V-1 | 30 sek | 250 sek | Ei | 60 sek | Keskitason pystysuora |
| V-2 | 30 sek | 250 sek | Kyllä sallittu | 60 sek | Tiputus sallittu |
| 5VA | — | — | Ei | — | Ei burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Ei | — | Läpipoltto plakille sallittu; tiukemmat kuin V-1 |
| HB | Palaa ≤ 76 mm/min (>3 mm) tai sammuu | — | Ei käytössä | — | Alin; suurin osa muovista |
2.3 Luokitukset käytännössä: mitä sääntelyviranomaiset ja OEM-valmistajat todellisuudessa määrittävät
| Sovellus | Vähimmäisvaatimus UL94 | Huomautuksia |
|---|---|---|
| Viihde-elektroniikan kotelot (IEC 62368-1) | V-1 tai V-0 | Riippuu seinämän paksuudesta ja sisäisestä lämmönlähteestä |
| EV-akkukotelo ja BMS-kotelot | V-0 ≤1,6 mm:ssä | Usein sitä vahvistavat OEM-spesifiset termiset vaatimukset |
| Autojen sähköliittimet (USCAR-2) | V-0 ≤0,8 mm:ssä | Erittäin ohut seinämä – kaventaa materiaalivaihtoehtoja merkittävästi |
| Kodinkoneiden kotelot (IEC 60335) | V-1 tai V-0 | Luokasta riippuvainen |
| Teollisuuden sähkökotelot (IEC 61439) | V-0 tai 5VA | 5VA määrätään yhä enemmän suuriin koteloihin |
| Lentokoneen sisäosat (FAR 25.853) | Eit UL94 — uses OSU heat release and vertical bunsen tests | UL94 ei riitä ilmailulle |
| Rakentaminen ja rakentaminen (EN 13501) | Euroluokan B–E järjestelmä, ei UL94 | Täysin erilainen testistandardi |
Kriittinen kohta: Toimittajat ilmoittavat UL94-luokitukset tietyille väreille, paksuuksille ja erähyväksynnälle. Musta PC/ABS-kotelo, joka saavuttaa V-0:n, ei takaa V-0:aa valkoisena tai luonnollisena – FR-lisäainevuorovaikutus pigmenttijärjestelmien kanssa vaikuttaa suorituskykyyn, ja UL94:n keltainen kortti luettelee nimenomaisesti hyväksytyt värit.
3. Suurimmat FR-kemian perheet ja niiden käsittelyprofiilit
3.1 Halogenoidut palonestoaineet (bromatut/klooratut)
Mekanismi: Halogeeniradikaalit katkaisevat palamisketjureaktion kaasufaasissa. Erittäin tehokas alhaisilla kuormitustasoilla (5–15 phr), mahdollistaen V-0:n, mutta sillä on minimaalinen vaikutus mekaanisiin ominaisuuksiin.
Yleiset järjestelmät:
- Dekabromidifenyylietaani (DBDPE) antimonitrioksidisynergisti – ABS, HIPS, PA
- Tetrabromibisfenoli A (TBBPA) oligomeerit – PC/ABS-seokset
- Klooratut parafiinit – edullisemmat hyödykesovellukset
Käsittelykäyttäytyminen:
- Lämpöstabiili 280–300 °C:een useimmissa formulaatioissa – yhteensopiva ABS:n, PA66:n ja PC:n käsittelylämpötilojen kanssa
- Yli 300 °C:ssa HBr/HCl-kaasun muodostuminen kiihtyy jyrkästi — tynnyrin lämpötilan ylitykset aiheuttavat syövyttäviä kaasuja
- Puhdistus neutraalilla kantoaineella (HDPE tai PP) on pakollista sammutettaessa – loukkuun jäänyt bromattu materiaali hajoaa ja vaurioittaa tynnyrin ja ruuvin pintoja
- Syövyttävä normaalille työkaluteräkselle: HBr ja HCl, jotka syntyvät missä tahansa prosessipoikkeaman hyökkäyksessä P20 ja H13. Ei vakavia normaaleissa olosuhteissa, mutta kumulatiivisia suuria määriä tuottaessa
Työkalujen vaikutukset:
- Normaali P20-onteloteräs, joka on hyväksyttävä hyvin kontrolloituihin prosesseihin
- Pinnoitus (kova kromi tai kemiallinen nikkeli) suositellaan suurille volyymeille tai mihin tahansa prosessiin, joka on lähellä lämpötilan ylärajaa
- Puhdistusprotokolla on dokumentoitava prosessiohjeissa – salaman aiheuttamat palamisjaksot aiheuttavat paikallisia korroosiokuoppia porteissa ja tuuletusaukoissa
Sääntelytila: REACH-asetuksen SVHC-luettelo sisältää useita bromattuja FR-yhdisteitä. RoHS-direktiivi rajoittaa PBB:tä ja PBDE:tä. DBDPE:tä ei tällä hetkellä ole rajoitettu EU:ssa ja Yhdysvalloissa, mutta sitä tarkistetaan jatkuvasti. Määritä vain REACH/RoHS-yhteensopivia arvoja – tarkista toimittajan ilmoitus vuosittain.
3.2 Fosforipohjaiset palonestoaineet (halogeenittomat)
Mekanismi: Edistää hiiltykerroksen muodostumista polymeerin pinnalle, estäen fyysisesti hapen pääsyn ja eristäen alustan. Joillakin fosforijärjestelmillä on myös kaasufaasiaktiivisuutta.
Yleiset järjestelmät:
- Resorsinolibis(difenyylifosfaatti) (RDP) – PC/ABS-seokset (ensisijainen järjestelmä halogeenivapaalle V-0 PC/ABS:lle)
- Alumiinidietyylifosfinaatti (AlPi, Clariant Exolit® OP -sarja) — PA6, PA66, PBT
- Melamiinipolyfosfaatti (MPP) – PA6, PA66
- Punainen fosfori — PA, PBT (käytetään nykyään harvoin käsittelyvaarojen vuoksi)
Käsittelykäyttäytyminen:
- RDP PC/ABS:ssä: vähentää sulaviskositeettia (toimii pehmittimenä käsittelylämpötilassa) → lisää flash-riskiä , vähentää puristusvoimamarginaalia
- PA-laatujen AlPi: lämpöstabiili 320 °C:seen asti, minimaalinen viskositeettivaikutus – prosessiystävällisin FR-järjestelmä tällä hetkellä
- MPP PA:ssa: kohtalainen stabiilisuus; yli 290°C aiheuttaa ammoniakin ja melamiinin höyryn muodostumista pinnan rakkuloita ja hopeajuovia - Pidä sulamislämpötila PA-alueen alemmassa päässä
- Kaikki fosforijärjestelmät: kosteuden otto varastoinnissa heikentää suorituskykyä ja aiheuttaa halkeamia/hopeajuovia — kuivausvaatimukset ovat tiukemmat kuin täyttämättömät
Kuivausvaatimukset (fosfori FR -laadut):
| Pohjapolymeeri | Vakiolaatuinen kuivaus | FR-luokan kuivaus | Lisähuomautuksia |
|---|---|---|---|
| PA6 | 80°C / 4 tuntia | 85°C / 6-8 tuntia | MPP-laadut erityisen kosteusherkkiä |
| PA66 | 85 °C / 4 tuntia | 90°C / 6-8 tuntia | AlPi arvostelee anteeksiantavampia |
| PBT | 120 °C / 4 tuntia | 130°C / 5-6 tuntia | FR PBT erittäin kosteusherkkä |
| PC/ABS | 90°C / 3-4 tuntia | 95°C / 4-6 tuntia | RDP siirtyy varastoinnin aikana – käytä heti avaamisen jälkeen |
Työkalujen vaikutukset:
- RDP-migraatio: PC/ABS:ssä RDP:n kanssa fosfaattiesteri voi siirtyä osan pintaan ja muotin onteloon ajan myötä. Tämä aiheuttaa:
- Hometalletuksen kerääntyminen ontelopinnoilla (valkoinen tai keltainen jäännös), jotka vaativat puhdistusta 50 000–150 000 laukauksen välein ajo-olosuhteista riippuen
- Pinnan kiillon vähentäminen osassa, jos hometta ei puhdisteta – kriittinen luokan A pinnoille
- Ruostumaton teräs (S136) tai kovakromattu P20 vähentää saostumien tarttumista ja yksinkertaistaa puhdistusta
- PA:n AlPi-laadut ovat kaikkein työkaluystävällisin FR-järjestelmä – minimaalinen kerrosuma, minimaalinen korroosio
3.3 Typpipohjaiset palonestoaineet (melamiinijärjestelmät)
Mekanismi: Pääasiassa kaasufaasilaimennus typen vapautumisen kautta; jonkin verran hiiltymistä yhdessä fosforin kanssa (paisuvat järjestelmät).
Yleiset järjestelmät:
- Melamiinisyanuraatti (MC) — PA6, PA66 (V-2 saavutettavissa, V-0 vaikea ilman synergistiä)
- Melamiinipolyfosfaatti (MPP) – PA6, PA66 (V-0 achievable in combination)
- Paisuvat järjestelmät (APP-pentaerytritolimelamiini) — PP, PE (ensisijaisesti halogeenittomiin kaapeli- ja kalvosovelluksiin)
Käsittelykäyttäytyminen:
- MC PA:ssa: hajoaa 320°C:ssa vapauttaen isosyaanihappoa ja melamiinihöyryä — kova yläraja sulamislämpötilalle 290°C PA66/MC-yhdisteille
- Melamiinin sublimoituminen muotin ontelon pinnalle muodostaa valkoisia jauhemaisia kerrostumia – vaatii toistuvaa ontelon puhdistusta
- Paisuvat PP-järjestelmät: erittäin leikkausherkkä; suuret ruiskutusnopeudet aiheuttavat FR-komponenttien irtoamista ja raitoja
Työkalujen vaikutukset:
- Melamiinisublimaattikerrostumat ovat aggressiivisin homeen likaantumisongelma FR-luokan luokassa
- Kromattu tai PVD-pinnoitettu ontelo vähentää dramaattisesti kerrostumien tarttumista – huoltoväli on 2–3 kertaa pidempi kuin päällystämätön
- Tuuletusaukkojen tukkeutuminen kerrostumista on merkittävä riski – tuuletusaukot on suunniteltava esteettömiksi ja puhdistettava tietyn aikataulun mukaisesti (tyypillisesti 30 000–80 000 laukauksen välein)

3.4 Metallihydroksidipalonsuoja-aineet (ATH, MDH)
Mekanismi: Endoterminen hajoaminen vapauttaa vesihöyryä, joka jäähdyttää alustaa ja laimentaa palavia kaasuja. Ei halogeenia, ei fosforia, ei typpeä – puhtain kemia prosessin sivutuotteen näkökulmasta.
Yleiset järjestelmät:
- Alumiinitrihydraatti (ATH) - hajoaa 180-200 °C:ssa; rajoittaa käytön alle 200 °C:ssa käsiteltyihin polymeereihin (EVA, LDPE, PVC)
- Magnesiumdihydroksidi (MDH, brusiitti) - hajoaa 300-320 °C:ssa; laajentaa sovellettavuuden PP:lle, PA6:lle
Käsittelykäyttäytyminen:
- V-0:n saavuttamiseksi vaaditaan erittäin suurta kuormitusta (40–65 painoprosenttia) - lisää dramaattisesti yhdisteen tiheyttä ja heikentää mekaanisia ominaisuuksia
- Suuri täyteaineen kuormitus lisää sulatteen viskositeettia merkittävästi – vaaditaan suurempia ruiskutuspaineita, pidemmät täyttöajat
- Hiomaa ruuveille, tynnyreille ja muottien onteloille - kulumisaste on korkea , samanlainen kuin lasitäytteiset lajikkeet
- MDH/ATH-yhdisteillä on erittäin alhainen LOI-parannusteho yksikkökuormitusta kohti verrattuna halogeeni/fosforijärjestelmiin – käytetään harvoin, kun vaaditaan V-0 ohuessa seinämässä
Työkalujen vaikutukset:
- Käsittele kulumissyistä kuten GF30–GF40
- Karkaistu portin sisäosat (≥52 HRC) pakolliset
- Jakoputkien ja porttien suunnittelun on minimoitava leikkaus (suuremmat halkaisijat kuin täyttämättömät vastaavat) täyteaineen agglomeroitumisen ja portin eroosion estämiseksi
- Onteloteräs: H13 tai vastaava karkaistu työkaluteräs — P20 on marginaalinen suuren volyymin ATH/MDH-tuotannossa
4. Parametrien säätöjen käsittely FR-arvosanoille
Taulukko: Prosessiikkunan säädöt vs. peruspolymeeri
| Parametri | Suunta | Suuruus | Perustelut |
|---|---|---|---|
| Sulamislämpötila | Alempi | 5–20°C alle standardin | Estä FR:n lämpöhajoaminen |
| Tynnyrin viipymäaika | Minimoi | Suunnittelu < 5 min max | Hajoaminen riippuu ajasta × lämpötilasta |
| Ruiskutusnopeus | Vähennä | 10–20 % | Vähentää leikkauksen aiheuttamaa hajoamista; vähentää välähdyksen riskiä (RDP) |
| Selkäpaine | Vähennä | 10–20 % below standard | Vähennä leikkauslämmön muodostusta |
| Ruuvin nopeus | Vähennä | 10-15 % RPM | Samat perustelut |
| Puhdistusprotokolla | Pakollinen | Perin sammutus joka kerta | Estä syövyttävä hajoaminen ajojen välillä |
| Kuivaus | Lisää lämpötilaa ja aikaa | Katso taulukko kohdassa 3.2 | FR-luokat ovat kosteusherkempiä |
| Muotin lämpötila | Alempi end of range | Mahdollisuuksien mukaan | Vähentää saostumien muodostumista (melamiinijärjestelmät) |
| Kuuma juoksijan lämpötila | Minimi elinkelpoinen | Niin vähän kuin täyttö sallii | Kriittisin vyöhyke FR:n hajoamisen kannalta |
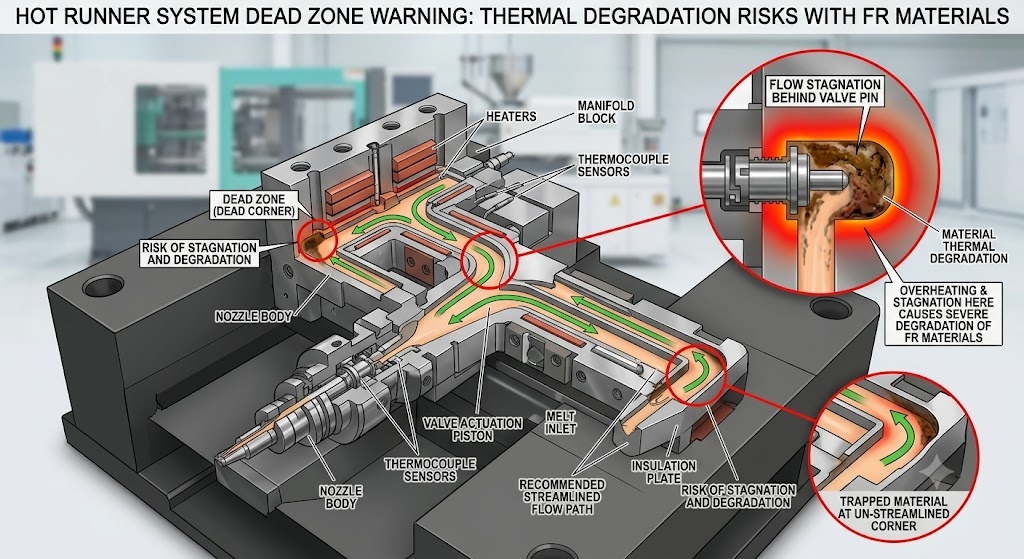
Hot Runnerin huomioita
Kuumakanavat ovat suurin riskialue FR-materiaalin hajoamiselle. Jakotukki ja suuttimen kärjet pitävät sulan lämpötilassa jatkuvasti – ja kuolleilla alueilla (venttiilin varren takana, huonosti suunnitelluissa jakotukin mutkissa) viipymäaika voi olla 30–60 minuuttia. Tämä riittää heikentämään useimpia FR-järjestelmiä.
Pakolliset kuumakanavan suunnitteluvaatimukset FR-luokille:
- Täysi virtaviivainen (ei kuolleita kulmia) jakotukin geometria – määritä kuumakanavatoimittaja
- Jakotukin vähimmäistilavuus vastaa täyttövaatimuksia – ylisuuret jakoputket pidentävät viipymisaikaa
- Itsenäinen vyöhykelämpötilan säätö suutinta kohden – mahdollistaa tarkan minimilämpötilan hallinnan
- Venttiiliportti suosii avoimen oven sijaan — mahdollistaa positiivisen sulkemisen tuotantoseisokkien aikana
- Lämpötilan lasku sammuttamisen yhteydessä: laske 150–170°C välittömästi tuotantotauon jälkeen >5 minuuttia
5. Muottiteräksen ja pintakäsittelyn valinta
Taulukko: FR Chemistryn suosittelema muottiteräs
| FR-järjestelmä | Pohjapolymeeri | Kavity teräs | Core Steel | Portin sisäosa | Pintakäsittely | Huomautuksia |
|---|---|---|---|---|---|---|
| Bromattu (DBDPE) | ABS, HIPS | P20 tai S136 | P20 | H13 kovettunut | Kovakromi tai EN-pinnoitus | Pinnoitus kriittinen suurelle äänenvoimakkuudelle |
| RDP (fosfaattiesteri) | PC/ABS | S136 mieluiten | P20 | S136 | PVD- tai EN-pinnoitus | S136:n kiinnitystartunta on alin |
| AlPi (alumiinifosfinaatti) | PA, PBT | P20 tai H13 | P20 | H13 | Valinnainen kromi | Työkaluystävällisin FR-järjestelmä |
| Melamiini (MC, MPP) | PA6, PA66 | P20 kromi tai S136 | P20 | H13 | Kova kromi pakollinen | Vakavia sublimoituneita kerrostumia ilman pinnoitetta |
| ATH / MDH (metallihydroksidi) | PP, PA, EVA | H13 kovettunut | H13 | H13 tai karbidi | Chrome tai PVD | Käsittele hankaavana täyteaineena |
| Luontainen (PPS, PEEK) | PPS, PEEK | S136 tai 420SS | S136 | S136 | Valinnainen | Syövyttävä sulamislämpötilassa; perusteräksen korroosioriski |
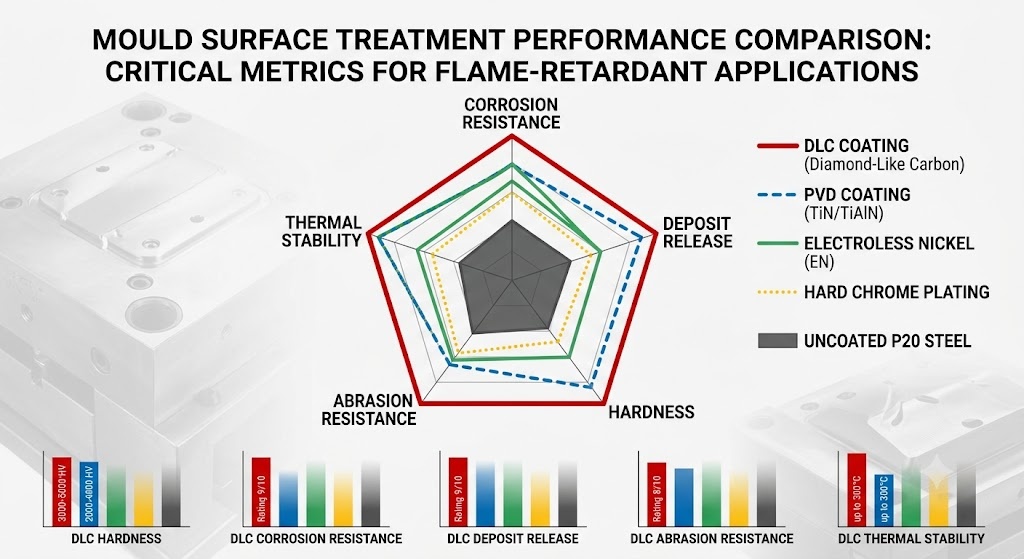
Pintakäsittelyn suorituskyvyn vertailu FR-sovelluksiin
| Hoito | Korroosionkestävyys | Talletuksen vapauttaminen | Kovuus (HV) | Max lämpötila | Hinta Premium |
|---|---|---|---|---|---|
| Kova kromipinnoite | Hyvä | Kohtalainen | 900-1100 | 400 °C | 15–25 % |
| Sähkötön nikkeli (EN) | Erinomainen | Hyvä | 500-700 | 260 °C | 10–20 % |
| PVD (TiN, TiAlN) | Hyvä | Hyvä–Excellent | 2000-3300 | 400-600°C | 20–35 % |
| DLC (Diamond-Like Carbon) | Erinomainen | Erinomainen | 3000-5000 | 300°C | 30–50 % |
| Päällystämätön P20 | Köyhä | Köyhä | 300-350 | — | Perustaso |
DLC-pinnoite tarjoaa parhaan saostuman irrotussuorituskyvyn melamiinijärjestelmän FR-laaduille – erityisen arvokasta PC/ABS- ja PA-koteloiden suuren volyymin tuotannossa, jossa onteloiden puhdistuksen seisokit ovat merkittäviä.
6. Tuuletusaukon suunnittelu FR-laatuille
Paloa hidastavat yhdisteet tuottavat enemmän poistokaasua kuin täyttämättömät lajikkeet – hajoamisen sivutuotteet, metallihydroksidien kosteus ja haihtuvat lisäaineet synnyttävät kaikki kaasua, joka on poistettava ontelosta. Riittämättömän tuuletuksen syyt:
- Diesel-efekti polttava viimeisissä täyttöpaikoissa – hiiltymäkertymiä, jotka usein diagnosoidaan väärin portin punaiseksi tai materiaalin heikkenemiseksi
- Lyhyet laukaukset kaasun vastapaineesta paksuissa osissa
- Pinta rakkuloita kosteudesta tai haihtuvista FR-komponenteista
Tuuletussyvyyssuositukset FR-luokille
| Materiaali / FR-järjestelmä | Tuuletussyvyys (maa, mm) | Tuuletusaukon leveys (mm) | Tuuletusaukon syvyys (mm) | Puhdistusväli |
|---|---|---|---|---|
| ABS / bromattu FR | 0,012–0,018 | 5–8 | 0.5 | 100 000 laukauksen välein |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | 80 000 laukauksen välein |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | 120 000 laukauksen välein |
| PA6 / melamiini | 0,008–0,012 | 4–6 | 0.3 | 30 000–50 000 laukauksen välein |
| PP / ATH paisuva | 0,015–0,020 | 6–10 | 0.5 | 80 000 laukauksen välein |
| PPS (luontainen FR) | 0,005–0,008 | 3–5 | 0.2 | 150 000 laukauksen välein |
Melamiinipohjaisilla FR-yhdisteillä on aggressiivisin tuuletusaukon likaantumiskäyttäytyminen. PA6/MC:tä käyttävä tuotantomuotti, jota ei puhdisteta aikataulussa, tukkii tuuletusaukot 50 000 laukauksen sisällä, mikä johtaa palamiseen, lyhyisiin laukauksiin ja osien hylkäämiseen.
Suunnittelusuositus: Suunnittele tuuletusaukot vaihdettaviksi sisäkkeiksi mahdollisuuksien mukaan FR-laatuille, joilla on korkea kaasuuntumisalttius (melamiini, paisuvat järjestelmät). Tämä mahdollistaa tuuletusaukkojen puhdistamisen offline-tilassa, kun muotti jatkaa toimintaansa puhtaalla varasarjalla.
7. Laatu- ja vaatimustenmukaisuusnäkökohdat
7.1 UL94 keltaisen kortin vahvistus
Materiaalitietolomakkeeseen painettu UL94-luokitus on toimittajan markkinointivaatimus. Virallinen lähde on UL Product iQ -tietokanta (aiemmin keltainen kortti) . Ennen kuin määrität FR-materiaalin UL94-säänneltylle sovellukselle, varmista:
- Tarkka arvosana ja erä vastaavat nykyistä keltaisen kortin luetteloa
- Luokitus koskee kappaleesi seinämän paksuutta – monet materiaalit menettävät yhden luokitusluokan ohuemmilla seinillä
- Väri on lueteltu - pigmenttijärjestelmät vaikuttavat FR-suorituskykyyn
- Sertifikaatin viimeinen voimassaolopäivä on voimassa – UL suorittaa määräajoin uudelleentestauksen ja luokitukset voidaan peruuttaa
7.2 Värien vaikutus FR-suorituskykyyn
Pigmenttijärjestelmät ovat vuorovaikutuksessa FR-lisäaineiden kanssa tavoilla, jotka voivat vähentää suorituskykyä yhdellä täydellä UL94-luokalla. Hiilimusta (käytetään mustissa yhdisteissä) yleensä parantaa FR-suorituskykyä – se edistää hiiltymistä. Valkoiset pigmentit (TiO₂) ovat neutraaleja tai lievästi negatiivisia. Orgaaniset pigmentit (erityisesti keltaiset ja punaiset atsopigmentit) voivat häiritä fosforin FR-järjestelmiä.
Sääntö: Hyväksy aina FR-suorituskyky tuotantovärin perusteella, älä vain luonnollisia tai mustia vertailutietoja. Jos asiakas vaatii V-0:ta useissa väreissä, hanki UL:n keltainen kortti jokaiselle värille erikseen.
7.3 Hitsauslinjan ja neulelinjan FR suorituskyky
Ruiskuvaletun FR-osan hitsauslinja-alueella on tyypillisesti pienempi palonestokyky verrattuna bulkkiin. Hitsausvyöhykkeellä lasikuidut asettuvat samansuuntaisesti virtausrintaman kanssa, ja FR-lisäaineen jakautuminen voi olla epätasaista. Testauksen tulee sisältää hitsauslinjojen alueilta leikatut näytteet sovelluksissa, joissa on kriittisiä paloturvallisuusvaatimuksia.
7.4 Uudelleenhionta ja kierrätys
FR-lisäaineet – erityisesti halogenoidut järjestelmät – vaikeuttavat kierrätettävyyttä elinkaaren lopussa. Bromattujen FR-yhdisteiden prosessin sisäinen uudelleenhionta (joot, juoksuputket, hylätyt osat) vaatii:
- Suurin jauhatussuhde: 10–15 painoprosenttia – korkeammat suhteet heikentävät FR:n suorituskykyä ja lisäävät kaasun muodostusta
- Uudelleenjauhatusta ei saa sekoittaa FR-kemian perheiden välillä – bromattu jauhatus, joka saastuttaa halogeenittomia yhdisteitä, luo epävarmuutta vaatimustenmukaisuudesta
- Asiakirjan uudelleenhiontasuhde prosessitietueissa jäljitettävyyttä varten
8. Vianetsintä: Yleiset FR-luokan viat ja syyt
| Vika | Todennäköinen FR:ään liittyvä syy | Korjaustoimet |
|---|---|---|
| Hopeisia raitoja / välejä | Kosteus FR-yhdisteessä; haihtuvan FR:n hajoaminen | Lisää kuivausaikaa/lämpötilaa; alentaa sulamislämpötilaa; tarkista materiaalin varastointi |
| Keltainen/ruskea värjäys portissa | FR lämpöhajoaminen kuumakanavasuuttimessa | Vähennä suuttimen lämpötilaa; minimoi viipymäaika; puhdistaa useammin |
| Valkoisia kerrostumia ontelon pinnalla | Melamiinisublimaatio (MC/MPP-järjestelmät) tai RDP-migraatio | Puhdista ontelo sopivalla liuottimella; lisää puhdistustiheyttä; harkitse DLC-pinnoitetta |
| Poltetaan viimeisen täyttöpaikan kohdalla | riittämätön tuuletus; poistokaasut FR-hajoamisesta | Lisää tai syvennä tuuletusaukkoja palopaikassa; vähentää ruiskutusnopeutta |
| Flash (uusi alku) | RDP toimii viskositeettia vähentävänä pehmittimenä | Alenna sulamislämpötilaa; tarkista materiaali MFI vs. edellinen erä; vähentää ruiskutusnopeutta |
| Vähentynyt kiilto | Homeen talletukset FR-muutosta | Puhdas onkalo; levitä PVD- tai DLC-pinnoite |
| Lyhyet laukaukset (previously stable tool) | Tukkeutuneet tuuletusaukot FR-talletuksilta | Puhdista tuuletusaukot välittömästi; toteuttaa suunnitellusti tuuletusaukon huolto |
| Delaminaatio / kerrosten erotus | Yhteensopimaton uudelleenjauhettu kontaminaatio; kosteutta | Eliminoi uudelleenjauhettu kontaminaatio; tarkista kuivuminen; tarkista erän sertifikaatti |
| UL94-testivirhe tuotantoosissa | Värinmuutos ilman uudelleenpätevyyttä; hionta yli-suhde; sertifioitua ohuempi seinä | Hyväksy väri uudelleen; vähentää jauhamista; tarkista ohuiden osien seinämän paksuus |
9. Johtopäätös
Paloa hidastavat ruiskuvalulaadut tarjoavat ainutlaatuisen yhdistelmän prosessin herkkyyttä, työkalujen aggressiota ja vaatimustenmukaisuuden monimutkaisuutta, joita tavalliset tekniset kestomuovit eivät tarjoa. FR-materiaalien huonon käsittelyn seuraukset ulottuvat osien laatua pidemmälle – huonontuneet FR-yhdisteet voivat syövyttää ruuveja ja tynnyreitä, tukkia tuuletusaukkoja, kerääntyä onteloihin ja pahimmassa tapauksessa synnyttää myrkyllistä kaasua prosessiympäristössä.
Tie luotettavaan FR-laadun tuotantoon on systemaattinen: valitse oikea FR-kemia käyttölämpötilan ja säädösten vaatimuksen mukaan, määritä kyseiselle kemialle sopivat muottiteräs- ja pintakäsittelyt, toteuta tiukempi kuivaus- ja prosessinhallinta sekä laadi ennaltaehkäisevät huoltoaikataulut, jotka ottavat huomioon FR-yhdisteiden nopeutuneet likaantumis- ja kulumisominaisuudet. Näiden tekijöiden suunnittelu suunnitteluvaiheessa maksaa murto-osan siitä, mitä niiden korjaaminen tuotannossa maksaa.
Aiheeseen liittyviä artikkeleita:
- EV-akun kotelon ruiskuvalu: PA66 GF50 vs. PPS GF40 — Tekniset kompromissit
- 8 parasta ruiskuvalumateriaalia vuodelle 2026
- Valintaopas korkean tarkkuuden ruiskumuottiteräkselle
- Muotin vilkkuminen ruiskupuristuksessa: syyt, ehkäisy ja poistaminen
- Optimaalisen pinnan viimeistely muovin ruiskupuristuksessa
IMTEC-muotti | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kiina | [email protected] | 86 153 5648 7586

