
Johdanto
Muovisessa ruiskuvalussa osan pintakäsittely on paljon enemmän kuin kosmeettinen valinta. Se vaikuttaa suoraan siihen, miltä tuote tuntuu kuluttajan kädessä, miten valo heijastuu sen muodoista ja mikä kriittisemmin, kuinka siististi osa irtoaa muotin ontelosta tuotannon aikana. Väärän viimeistelyn valinta voi johtaa mikronaarmuihin, kosmeettisiin pesuallasjälkiin tai osien juuttumiseen työkaluun, mikä nostaa jyrkästi romun määrää.
Standardoidakseen nämä viimeistelyt koko toimitusketjussa, Society of the Plastics Industry (tunnetaan nyt yksinkertaisesti nimellä PLASTICS) perusti SPI-pintakäsittelyn luokitusjärjestelmän. Vaikka järjestö on päivittänyt nimeään, maailmanlaajuiset työkaluvalmistajat ja valmistusinsinöörit kutsuvat niitä edelleen yleisesti "SPI-standardeiksi".
Näiden standardien vivahteiden ymmärtäminen – ja eri polymeerien vuorovaikutus niiden kanssa – on avain esteettisen tarkoituksen ja valmistustodellisuuden tasapainottamiseen.

4 ensisijaista SPI-viimeistelyluokitusta
SPI-standardi luokittelee viimeistelyt neljään eri kirjainluokkaan (A, B, C ja D), jotka määräytyvät muottiteräksen kiillotukseen käytetyn materiaalin ja menetelmän mukaan. Jokaisessa luokassa numerot 1-3 osoittavat käsittelyn tason ja tuloksena olevan pinnan karheuden keskiarvon (Ra).
Luokka A: Kiiltävä/kiiltävä viimeistely (timanttikiillotus)
A-luokan viimeistelyt edustavat optisen kirkkauden ja korkeakiiltoisen estetiikan huippua. Nämä viimeistelyt saadaan kiillottamalla muottipesä huolella käsin käyttämällä asteittain hienompia timanttijauhekiillotuspastaja.
- SPI A-1: Korkein standardi, jossa käytetään luokan 3 timanttikiillotuspastaa erittäin sileän pinnan karheuden saavuttamiseksi noin 0,012 - 0,025 mikrometriä Ra. Se tuottaa peilimäisen, erittäin heijastavan pinnan.
- SPI A-2: Käyttää luokan 6 timanttipastaa, mikä johtaa hieman korkeampaan Ra-arvoon (0,025-0,05 mikrometriä), mutta säilyttää ensiluokkaisen kiillon.
- SPI A-3: Kiillotettu Grade 15 -timanttitahnalla, joka tarjoaa terävän, kiiltävän ulkonäön, mutta mahdollistaa hieman anteeksiantavamman karheusprofiilin (0,05 - 0,10 mikrometriä Ra).
Valmistustiedot:
Aidon luokan A viimeistelyn saavuttaminen edellyttää korkealaatuisia, erittäin kovia muottiteräksiä, kuten NAK80 tai S136. Vakiotyökaluteräkset sisältävät mikroepäpuhtauksia tai huokoisuutta; kun ne kiillotetaan A-1-tasolle, nämä epäpuhtaudet "revitään pois" jättäen mikroskooppisia kuoppia, jotka pilaavat viimeistelyn.
Lisäksi A-luokan pinnat toimivat suurennuslasina sisäisten osien vikojen varalta – pieni tilavuuskutistuminen (uppojäljet) rivan tai ulokkeen takana näkyy välittömästi valon heijastuessa.
- Yleiset sovellukset: Optiset linssit, läpinäkyvät valoputket, kasvosuojukset, peilit ja huippuluokan kulutuselektroniikkakotelot, joissa vaaditaan ensiluokkaista pianomustaa tai kristallinkirkasta ilmettä.
Luokka B: Puolikiiltävä viimeistely (hiekopaperi)
Luokan B pinnat on suunniteltu osiin, jotka vaativat siistin, ammattimaisen ulkonäön ilman peilipinnan äärimmäisiä kustannuksia tai haurautta. Nämä pinnat saavutetaan käyttämällä hienorakeista hiekkapaperia, joka levitetään lineaarisesti, limittäin.
- SPI B-1: Viimeistelty 600-karkeudella paperilla, joka tuottaa poikkeuksellisen puhtaan puolikiiltävän pinnan, jonka tyypillinen karheus on 0,05-0,10 mikrometriä Ra.
- SPI B-2: Kiillotettu 400 karkeudella paperilla, joka tarjoaa kohtalaisen puolikiiltävän ilmeen (0,10-0,15 mikrometriä Ra).
- SPI B-3: Kiillotettu 320-karkeudella paperilla, joka tuottaa pehmeän satiinikiillon, jossa on näkyviä, tasaisia mikronaarmuja (0,28-0,35 mikrometriä Ra).
Valmistustiedot:
Koska hiekkapaperin kiillotus tuo muottiin suunnatun lineaarisen naarmukuvion, työkaluvalmistajan on kohdistettava kiillotusliikkeet muotin aukon (poistopolun) suuntaan. Jos karkeuslinjat kulkevat kohtisuorassa vetosuuntaan nähden, muovattu muovi tarttuu mikrouriin, mikä johtaa naarmuuntumiseen ja vakaviin poistovaikeuksiin tuotantoajon aikana.
- Yleiset sovellukset: Kuluttajalaitteiden kotelot, autojen sisäverhoilupaneelit, kädessä pidettävät elektroniikkakotelot ja kaupalliset toimistolaitteet.

Luokka C: Mattapinnat (kivilakka)
Luokan C pinnoille on ominaista pehmeä, himmeä, heijastamaton mattapinta. Työkaluvalmistajat saavuttavat tämän tekstuurin käyttämällä profilointiöljykiviä (hiekokivejä) muottiteräksen aggressiiviseen tasoittamiseen.
- SPI C-1: Saavutettu käyttämällä hienoa 600 karkeaa kiillotuskiveä, mikä johtaa sileään mattapintaan (0,35 - 0,40 mikrometriä Ra).
- SPI C-2: Viimeistelty 400-karkeudella kivellä, joka luo selkeän mattapinnan (0,45-0,55 mikrometriä Ra).
- SPI C-3: Viimeistelty karkeammalla 320 karkeudella kivellä, joka poistaa kaikki työkalujäljet ja jättää karheamman, täysin litteän mattapintaisen ilmeen (0,63-0,85 mikrometriä Ra).
Valmistustiedot:
Teollisissa sovelluksissa luokkaa C valitaan harvoin pelkästään osan "koristeluun". Sen sijaan se on alan "kustannustehokkuuden" viimeistely. Kivikiillotteen ensisijainen tarkoitus on poistaa nopeasti ja taloudellisesti CNC-jyrsimien tai EDM-elektrodien jättämät karkeat työstöjäljet (simpukat ja urat). Se on oletusviimeistely osille, joita loppukäyttäjä ei koskaan näe.
- Yleiset sovellukset: Sisäiset rakenteelliset rivat, elektroniset kiinnikkeet, autojen rakenneosat, polttoainesäiliöt ja piilotetut teollisuuslaitteistot.
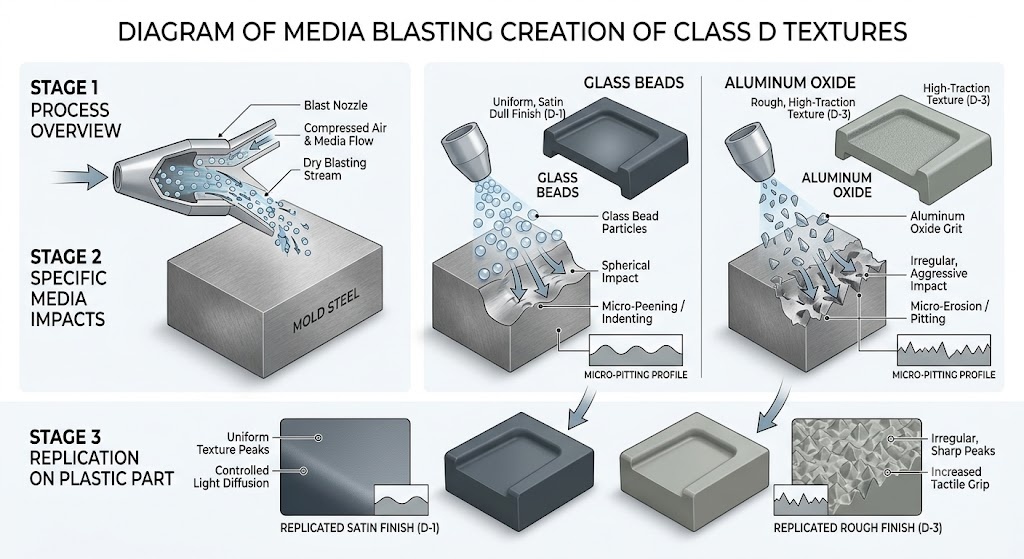
Luokka D: Kuvioidut viimeistelyt (puhallus/hiekkapuhallus)
Luokan D viimeistely tarjoaa karkean, voimakkaasti teksturoituneen tai satiinisen tunteen. Tämä on "tuhoava" teksturointiprosessi, jossa muotin ontelo alistetaan kuivapuhalletukselle korkeassa paineessa.
- SPI D-1: Valmistettu puhaltamalla muottiteräs hienoilla lasihelmillä, jolloin tuloksena on tasainen, satiinimainen himmeä pinta (0,80-1,10 mikrometriä Ra).
- SPI D-2: Puhallettu keskilaatuisella puhallusaineella tai hiekalla, jolloin saadaan karkeampi, liukumaton rakenne (1,10-1,60 mikrometriä Ra).
- SPI D-3: Puhallettu karkealla alumiinioksidilla tai raskailla hiekkajyväisillä, jolloin saadaan erittäin tunnollinen, karkea, täysin tasainen pinta (2,30-3,20 mikrometriä Ra).
Valmistustiedot:
Luokan D pinnat ovat uskomattomia peittämään pintavirheet, kuten hitsauslinjat tai pienet nielujäljet. Insinöörien on kuitenkin suunniteltava "tekstuurin huononemista". Pitkän tuotantojakson (esim. satojen tuhansien syklien) aikana hankaavat tekniset muovit, kuten lasitäytteinen nylon, kuluttavat hitaasti ja "kiillottavat" puhalletun muotin ontelon teräviä huippuja. Tämän seurauksena D-1-rakenne voi vähitellen muuttua puolimatta kudoksiksi ajan myötä, jolloin muotti on vedettävä tuotannosta ja puhallettava uudelleen alkuperäisen spesifikaation palauttamiseksi.
- Yleiset sovellukset: Raskaat työkalujen kahvat, muoviset ohjauspyörät, kuvioidut matkatavaroiden kuoret, kulutuselektroniikan kahvat ja teollisuuskotelot, jotka on suunniteltu peittämään sormenjäljet ja naarmut.
SPI-pinnan viimeistelyn vertailutaulukko
| SPI-luokka | Viimeistelymenetelmä / Keskipitkä | Tyypillinen karheuden keskiarvo (Ra - mikrometriä) | Tyypillinen karheuden keskiarvo (Ra - mikrotuumaa) | Visuaalinen ulkoasu ja kiilto | Suhteellinen työkalukustannuskerroin |
|---|---|---|---|---|---|
| A-1 | Grade 3 Diamond Buff | 0,012 - 0,025 | 0,5 - 1,0 | High Mirror Polish, erittäin heijastava | 2,5x - 3,0x |
| A-2 | Grade 6 Diamond Buff | 0,025 - 0,05 | 1,0 - 2,0 | Peilikiillotus, hyvä heijastavuus | 2,0x - 2,5x |
| A-3 | Grade 15 Diamond Buff | 0,05 - 0,10 | 2.0 - 4.0 | Korkeakiiltoiset, pehmeät heijastukset | 1,5x - 2,0x |
| B-1 | 600 karkea paperi | 0,05 - 0,10 | 2.0 - 4.0 | Puolikiiltävä, hieno lineaarinen kiilto | 1,3x |
| B-2 | 400 karkea paperi | 0,10 - 0,15 | 4.0 - 6.0 | Keskivahva puolikiiltävä | 1,2x |
| B-3 | 320 karkea paperi | 0,28 - 0,35 | 11.0 - 14.0 | Pehmeä satiini, mieto kiilto | 1,1x |
| C-1 | 600 karkeus kivi | 0,35 - 0,40 | 14.0 - 16.0 | Hieno matta, heijastamaton | 1,0x (perustaso) |
| C-2 | 400 karkea kivi | 0,45 - 0,55 | 18.0 - 22.0 | Keskimatta matta, tasainen viimeistely | 0,9x |
| C-3 | 320 karkeus kivi | 0,63 - 0,85 | 25,0 - 34,0 | Karkea matta, poistaa työkalun jäljet | 0,8x |
| D-1 | Kuiva lasihelmipuhallus | 0,80 - 1,10 | 32,0 - 44,0 | Tylsä satiini, hieno helmiäisrakenne | 1,2x |
| D-2 | Hieno hiekkapuhallus | 1,10 - 1,60 | 44,0 - 64,0 | Tylsä kuvioitu, täysin tasainen | 1,3x |
| D-3 | Karkea hiekka/oksidisuihku | 2.30-3.20 | 90,0 - 130,0 | Erittäin karkea, kosketeltava oterakenne | 1,4x |
Tärkeimmät tekijät SPI-pinnan viimeistelyä valittaessa
Pintakäsittelyn valinta edellyttää laskettua kompromissia materiaalin ominaisuuksien, geometrian ja budjetin välillä. Tässä ovat keskeiset tekijät, joiden pitäisi ohjata päätöstäsi valmistusta (DFM).
Materiaalin valinta: kiteiset vs. amorfiset polymeerit
Muovihartsin molekyylirakenne sanelee suoraan, kuinka hyvin se toistaa muotin viimeistelyn.
- Amorfiset polymeerit (esim. polykarbonaatti, ABS, akryyli/PMMA) on satunnainen molekyylirakenne, joka virtaa täydellisesti kiillotettua terästä vasten. Ne poimivat erinomaisesti A-luokan timanttipinnat, jotka takaavat ehdottoman läpinäkyvyyden tai korkean kiillon.
- Kiteiset polymeerit (esim. nailon/PA, polypropeeni, polyeteeni) läpikäyvät strukturoidun kiteytymisen jäähtyessään, mikä aiheuttaa suurempaa kutistumista. Lisäksi jos lisäät näihin materiaaleihin lasikuituja (GF) lujuuden vuoksi, kuidut pyrkivät kellumaan pintaan. Luokan A viimeistelyn määrittäminen 30 % lasitäytteiselle nailonille on pääoman hukkaa – pinta näyttää luonnostaan raidalta ja täpläiseltä. Nämä materiaalit toimivat paljon paremmin luokan C tai luokan D viimeistelyissä.
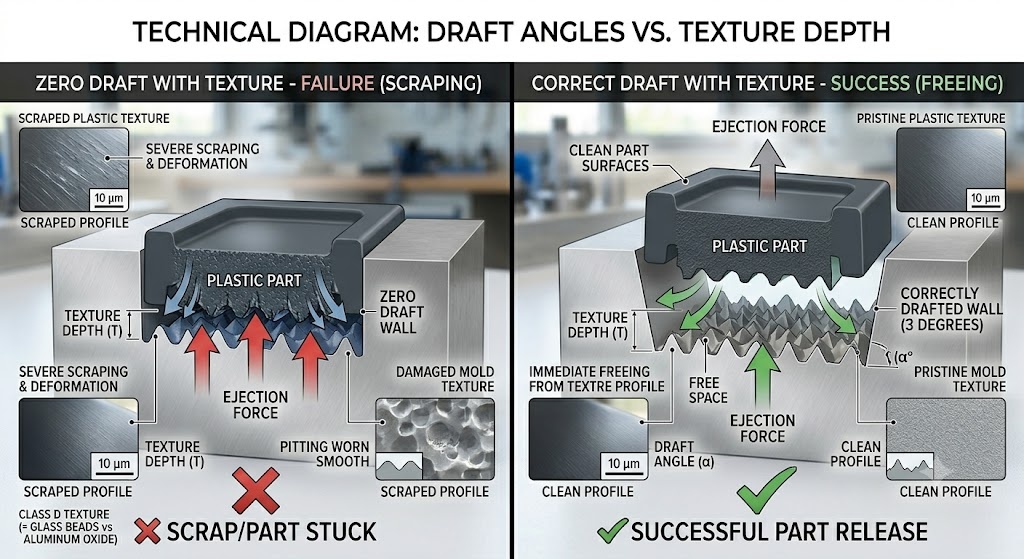
Luonnoskulmarangaistus
Pintatekstuurit luovat mikroskooppisia huippuja ja laaksoja. Kun muotti avautuu, muoviosan on vedettävä pois puhtaasti. Jos osan pystysuorista seinistä puuttuu riittävä veto (kartio), teksturoitu teräs raapii, repeilee tai leikkaa jäähdytysmuovia fyysisesti irrotuksen aikana.
- Alan kultainen sääntö: Tavallisille sileille pinnoille (luokat A ja B) hyväksytään vähintään 0,5–1,0 asteen syväyskulma sivua kohden.
- Teksturoitu peukalosääntö: Luokan D hiekkapuhalletuissa pinnoissa sinun on lisättävä noin 1 ylimääräinen vetokulma jokaista 0,025 mm:ä (vastaa 1 mil tai 0,001 tuumaa) pintakuviosyvyyttä kohti. Jos tätä ei huomioida, seurauksena on vakavia vetojälkiä ja osan muodonmuutoksia.
Työkalukustannukset ja toimitusajat
Kuten vertailutaulukosta näkyy, luokan A viimeistely lisää merkittävästi muotin valmistuskustannuksia. Työkalun käsinkiillotus A-1-pintaan voi lisätä päiviä tai jopa viikkoja työkalun läpimenoaikaan, koska se on tehtävä vaiheittain (esim. et voi hypätä 320 karkeudesta kivestä suoraan timanttitahnaan pilaamatta teräsmatriisia). Luokan C kivipinnoitteet ovat ylivoimaisesti nopeimpia ja edullisimpia valmistaa.
Osan toiminnallisuus
Harkitse loppukäyttöympäristöä. Korkeakiiltoiset A-luokan pinnat ovat pahamaineisia naarmumagneetteja, ja niissä näkyy välittömästi rasvaisia sormenjälkiä. Jos tuotetta on tarkoitus käsitellä päivittäin (kuten ohjain tai elektroninen kahva), D-luokan satiinirakenne tarjoaa tuntokitkaa ja piilottaa onnistuneesti kulumisen tuotteen käyttöiän ajan.
Kuinka määrittää SPI-viimeistelyt suunnittelupiirustuksissa
Selkeä viestintä estää kalliita työkalujen uudelleentyöt. Kun laadit tuotantosuunnitelmia tai 2D-suunnittelupiirustuksia, noudata näitä alan parhaita käytäntöjä:
- Vältä yleisiä huomiotekstejä: Älä koskaan kirjoita piirustusmuistiinpanoihin "Puolaiset ulkopinnat". Tämä jättää määritelmän täysin tulkinnan varaan. Käytä sen sijaan selkeitä huomiotekstejä, kuten:
PINNAN VIIMEISTELY OLLA SPI A-2 NÄKYVILLÄ KOSMETISILLÄ KASVOILLA. - Käytä tekstuurirajasplinejä: Jos yksittäisessä muovatussa osassa on useita viimeistelyjä (esim. luokan A kiiltävä korostusnauha D-luokan kuvioidussa kotelossa), piirrä 2D-tulostukseen puhdas, katkoviivaviiva näyttääksesi tarkat siirtymäalueet.
- Ristiviittaus maailmanlaajuisiin standardeihin: Jos olet tekemisissä maailmanlaajuisten toimitusketjujen kanssa, valmistuskumppanisi saattaa olla tottuneempi eurooppalaiseen VDI 3400:aan (joka perustuu kipinäeroosioasteikkoon) tai patentoituihin pintakuvioluetteloihin, kuten Mold-Tech. Huomioi vastaavat arvot tarvittaessa (esim. SPI C-1 on suunnilleen linjassa VDI 18 - 21:n kanssa).
- Pyydä fyysisiä rakennelaattoja: Ennen kuin valtuutat työkaluvalmistajan teksturoimaan usean tuhannen dollarin muottipesän, pyydä fyysinen näytesiru, joka on valettu omaan tarkka valittu hartsimateriaali. Tekstuurit näyttävät huomattavasti erilaisilta luonnollisessa polypropeenissa kuin mustassa polykarbonaatissa.
Johtopäätös
SPI-pinnan viimeistelystandardien hallitseminen muodostaa sillan teollisen suunnittelun konseptien ja todellisen tuotantosuorituskyvyn välillä. Ymmärtämällä, että luokan A viimeistely vaatii ensiluokkaista työkaluterästä ja virheettömän osien suunnittelua tai että luokan D pintakuviointi vaatii suuria vetokulmia, voit välttää tuotannon pullonkauloja, alentaa osien hylkäysastetta ja hallita työkalubudjettiasi.
Keskustele aina ruiskupuristuskumppanisi kanssa varhaisessa DFM-vaiheessa materiaalivalintasi, geometrisen syväyksen ja halutun SPI-standardin kohdistamiseksi ennen teräksen leikkaamista.

