
Termoplastinen polyuretaani (TPU) muodostaa sillan taipuisten kumien ja jäykkien muovien välillä. Poikkeuksellisesta elastisuudestaan, kulutuskestävyydestään ja korkeasta vetolujuudestaan tunnettu TPU on erittäin suosittu maailmanlaajuisessa teollisuustuotannossa. Tämän ainutlaatuisen polyuretaanielastomeerin käsittely vaatii kuitenkin syvällistä ymmärrystä sen piilotetuista teknisistä vivahteista.
Tämä opas tarjoaa teknisen tason näkemyksiä TPU:n ominaisuuksista, prosessointiparametreista, muottien suunnittelun salaisuuksista ja vianmääritysstrategioista tuotantolinjasi optimoimiseksi ja korkeatuottoisen B2B-komponenttien valmistuksen turvaamiseksi.
1. Tärkeimmät ominaisuudet ja valintaongelma
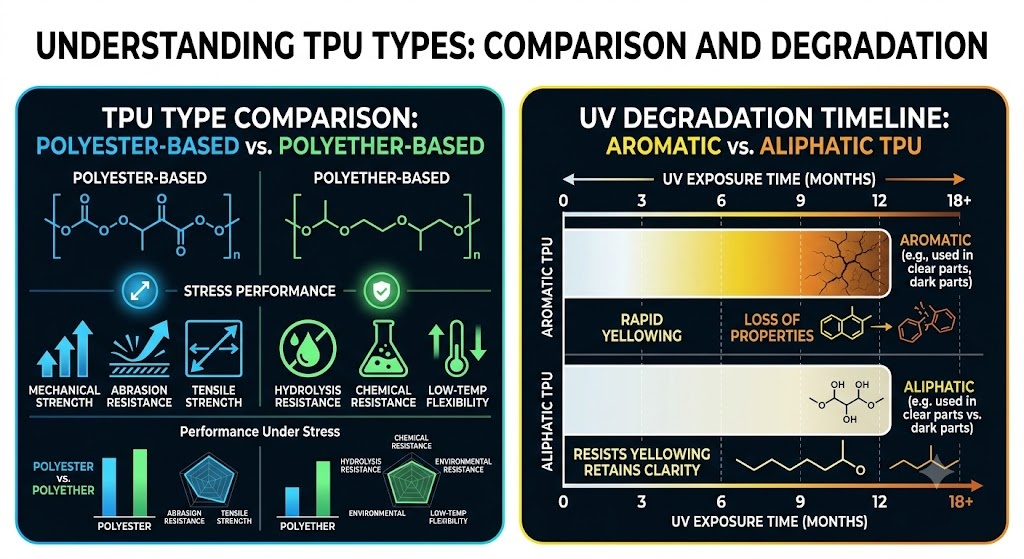
Oikean TPU-laadun valitseminen vaatii katsomista pidemmälle kuin perus shore-kovuuskaaviot. Teollisuuden hankinta- ja tuotesuunnittelutiimien on ensin tasapainotettava ydinkemiallinen ero: Polyesteripohjainen TPU vs. polyeetteripohjainen TPU .
Polyesteripohjainen TPU:
- Mekaaninen lujuus: Ylivoimainen veto- ja repeämiskestävyys.
- Kulutuskestävyys: Erinomainen (ihanteellinen paljon kuluville osille, kuten teollisuushuonekalujen pyörille).
- Hydrolyysin vastustuskyky: Huono (herkkä kosteuden hajoamiselle).
- Joustavuus matalassa lämpötilassa: Hyvä.
- Mikrobiresistenssi: Matala.
Polyeetteripohjainen TPU:
- Mekaaninen lujuus: Kohtalainen.
- Kulutuskestävyys: Hyvä.
- Hydrolyysin vastustuskyky: Erinomainen (ihanteellinen kosteaan tai vedenalaiseen ympäristöön).
- Joustavuus matalassa lämpötilassa: Superior (säilyttää joustavuuden erittäin alhaisissa lämpötiloissa).
- Mikrobiresistenssi: Korkea.
Ammattivinkki: Kellastumisen piilokustannukset
Tavallisissa aromaattisissa TPU:issa on molekyylirakenteita, jotka hajoavat UV-säteilyn vaikutuksesta, jolloin kirkkaat osat muuttuvat ruman keltaisiksi. Insinöörien on hankittava korkealuokkaiset kulutustavarat, erikoistuneet servokaapelin vaipat tai näkyvät auton sisätilat alifaattiset TPU-laadut . Alifaattinen kemia kestää luonnostaan UV-valoa, mikä säilyttää optisen kirkkauden ja värin vakauden tuotteen pidennetyn käyttöiän ajan.
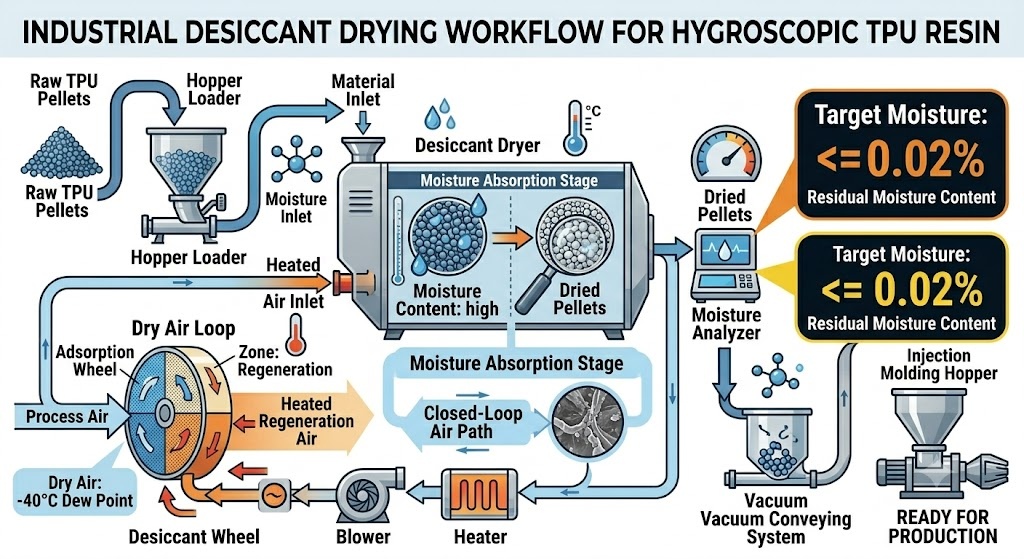
2. Materiaalin valmistelu: Peruskuivauksen lisäksi
Jos TPU-ruiskuvalussa on yksi vikakohta, se on kosteutta. TPU on erittäin hygroskooppinen; se imee aktiivisesti vesihöyryä ympäröivästä ilmasta. Märän hartsin käsittely johtaa peruuttamaton hydrolyyttinen hajoaminen -kemiallinen reaktio, jossa vesi katkaisee polyuretaanipolymeeriketjut korkeissa lämpötiloissa ja tuhoaa materiaalin mekaaniset ominaisuudet kokonaan.
- Kastepistemittari: Tavalliset kuumailmasäiliöt eivät riitä. Sinun on käytettävä kuivausrumpua, joka pystyy ylläpitämään kastepisteen -40 °C tai pienempi.
- Kuivausparametrit: Kuivaa neitsythartsi klo 80 °C - 90 °C varten 3-4 tuntia . Tavoitekosteuspitoisuus ennen ruiskutussylinteriin menemistä on ehdottomasti oltava 0,02 % tai vähemmän .
Pro-Tip: 20 %:n uudelleen jauhamissääntö
Vaikka teollisuuden kustannusten alentaminen edellyttää putkien ja juoksuputkien uudelleenkäyttöä, TPU:n lämpöhistoriaa on hallittava tiukasti.
Kultainen laki: Älä koskaan sekoita enempää kuin 15–20 % uudelleenjauhettu (kierrätysromu) neitsythartsilla.
Tämän rajan ylittäminen aiheuttaa osan alkuperäisen repäisylujuuden vakavan laskun ja nopeuttaa esteettistä kellastumista. Lisäksi uudelleenjauhettu romu imee kosteutta jopa kaksi kertaa nopeammin kuin neitseelliset pelletit; se pakko käy läpi itsenäisen, tiukan kuivausainekuivauksen ennen kuin ne sekoitetaan suppiloon.
3. Käsittelyparametrit: Leikkauslämmön voittaminen
TPU:n lämpöprofiilin asettaminen vaatii epälineaarista lähestymistapaa. Koska TPU-molekyylit ovat erittäin herkkiä kitkalle, materiaali on korkea leikkausherkkyys . Kun ruiskuvalukone pakottaa sulan elastomeerin tiukkojen rajoitusten läpi, se synnyttää massiivisen sisäisen kitkan, joka tunnetaan ns. leikkauslämmitys .
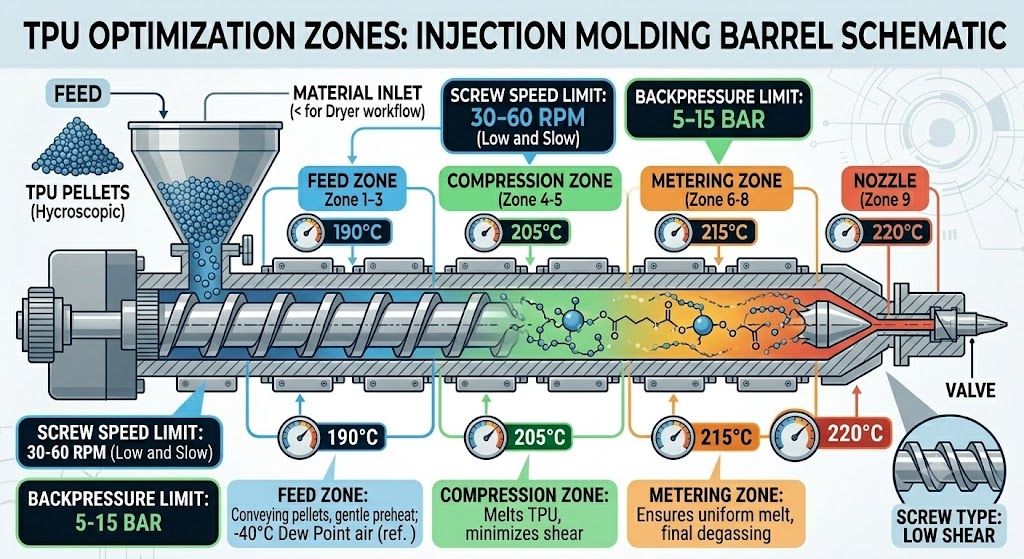
Estä tämän kitkalämmön ylikuumeneminen ja materiaalin polttaminen toteuttamalla “Matala ja hidas” koneen viritysstrategia:
- Sulamislämpötila: Säilytä tarkka piippuprofiili välillä 190 °C ja 220 °C . Yli 230°C laukaisee lämpöhajoamisen.
- Muotin lämpötila: Pidä muotin seinät paikallaan 20°C - 40°C . Viileämmät muotit nopeuttavat polyuretaanilohkojen kiteytymistä, jolloin osa rakentuu ja työntyy ulos siististi ilman vääntymistä.
- Ruuvi- ja vastapaine: Aseta alhaiset ruuvin lineaarinopeudet ( 30-60 rpm ) ja minimaalinen vastapaine ( 5-15 bar ). Korkea vastapaine pakottaa elastomeeriin tarpeettoman leikkausjännityksen, mikä rikkoo polymeeriketjut ennen kuin muovi edes poistuu suuttimesta.
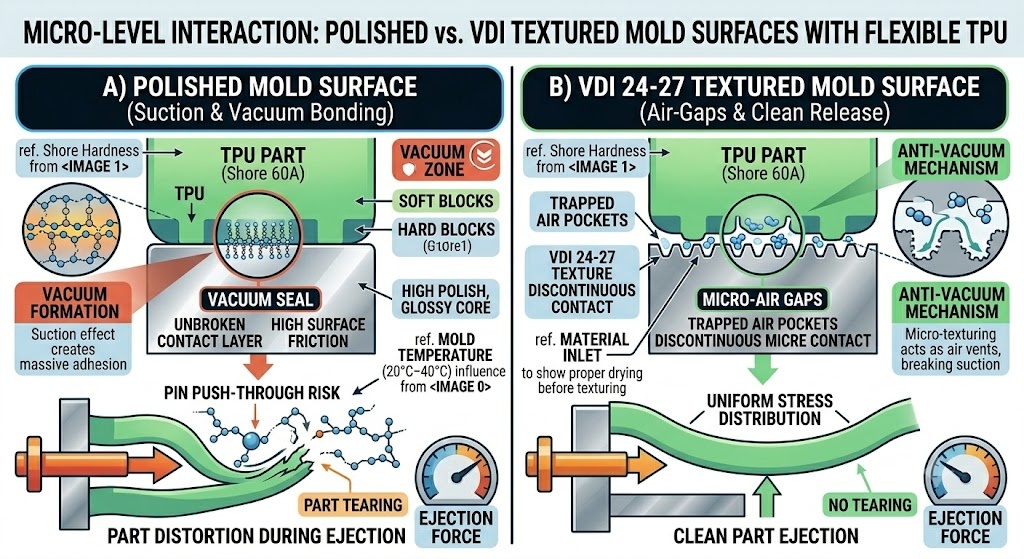
4. Muottien suunnittelun salaisuudet tahmeille elastomeereille
Jäykille muoveille, kuten ABS:lle tai polypropeenille, tarkoitetut vakiomuotoiluperiaatteet epäonnistuvat, kun niitä sovelletaan joustavaan TPU:han. Pehmeät elastomeerit vaativat erityisiä geometrisia ja mekaanisia lisäyksiä terästyökaluissa.
Vacuum Sticking Nightmare
Pehmeillä TPU-laaduilla (Shore 60A - 85A) on suuri pintakitka. Muotin avausjakson aikana sileä elastomeeri toimii kuin imukuppi muodostaen tyhjiön erittäin kiillotettuja, kiiltäviä ydinpintoja vastaan. Osa tarttuu kiinni, vääntyy tai repeytyy mekaanisen irrotuksen aikana.
- Ratkaisu: Vältä kiillotettuja peilipintoksia. Määritä sen sijaan an anti-tyhjiö muotin rakenne kuten kevyt helmipuhallus tai kemiallinen EDM-rakenne ( VDI 24-27 ). Tämä mikrorakenne vangitsee pienet ilmataskut teräksen ja elastomeerin väliin, rikkoen tyhjiötiivisteen ja toimii sisäänrakennetun mekaanisena irrotusaineena.
Mikrotuulettimen tekniset tiedot
Nopeiden ruiskutusnopeuksien ansiosta loukkuun jäänyt kaasu voi helposti polttaa taipuisia materiaaleja. Koska TPU kuitenkin virtaa helposti paineen alaisena, ylisuuret tuuletusaukot aiheuttavat välkkymistä.
- Sääntö: Koneistetuissa kaasunpoistoaukoissa on oltava tiukka mikrosyvyysraja 0,015 mm - 0,02 mm . Tämä on tarpeeksi kapea sisältämään sulan elastomeerin ja päästää samalla paineilman poistumaan turvallisesti.
5. Matrixin vianetsintä (Advanced Field Solutions)
Kun tehtaalla ilmenee vikoja, todellisen perimmäisen syyn tunnistaminen edellyttää lämpö- ja ympäristöindikaattoreiden erottamista toisistaan. Käytä tätä kenttäopasta nopeaan ja kohdennettuun vianetsintään:
-
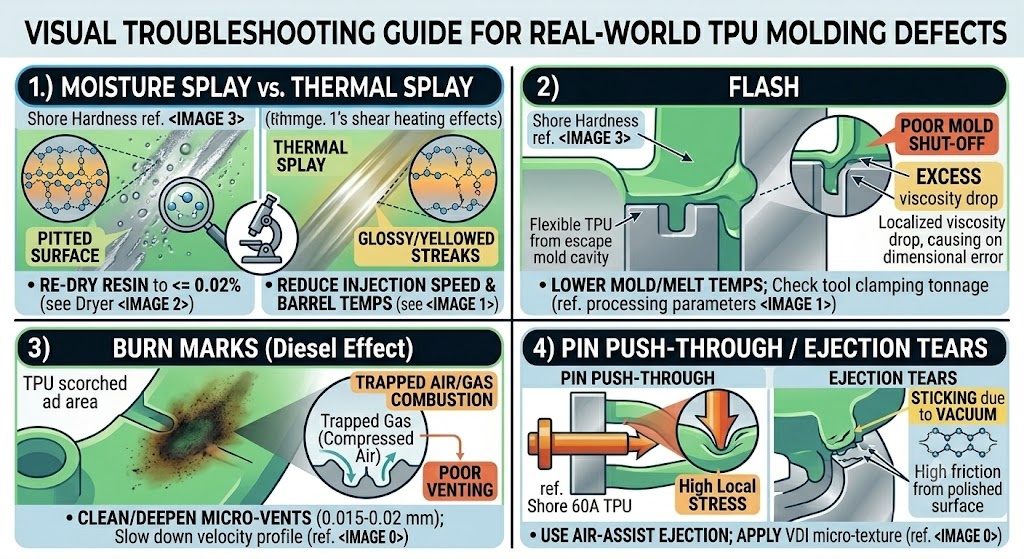
Splay Marks (hopeaiset raidat)
-
Todennäköinen perussyy: Hydrolyyttinen tai terminen hajoaminen.
-
Kehittynyt kenttäratkaisu: Mikroskoopin testi: Tarkista suurennetut raidat. Jos raidat ovat karkeita ja kuoppaisia, kyseessä on kosteusroiske (lisää kuivumisaikaa). Jos raidat ovat sileitä ja kiiltäviä, kyseessä on liiallisen leikkauslämmön aiheuttama lämpöhalkeama (pienennä ruiskutusnopeutta tai suuttimen lämpötilaa).
-
Salama (ylimääräistä materiaalia saumoissa)
-
Todennäköinen perussyy: Yliruiskutus tai paikalliset viskositeettipudotukset.
-
Kehittynyt kenttäratkaisu: Laske sulan lämpötilaa viskositeetin lisäämiseksi tai pienennä pitopaineprofiilia. Tarkista, että työkalun kiristysvoima vastaa vaadittua vetoisuutta.
-
Palamisjäljet (dieselefekti)
-
Todennäköinen perussyy: Loukkuun jäänyt kaasun puristus tuulettamattomissa taskuissa.
-
Kehittynyt kenttäratkaisu: Puhdista ja syvennä mikrotuulettimet (enintään 0,02 mm). Hidasta ruiskutusnopeusprofiilia juuri ennen kuin sulate tulee lopulliselle täyttöalueelle.
-
Tahmeat osat / poistokyyneleet
-
Todennäköinen perussyy: Tyhjiöliitos tai ennenaikainen pakkaus.
-
Kehittynyt kenttäratkaisu: Vaihda ilmaa avustavaan poistojärjestelmään (ilmapuhallusventtiili) mekaanisten tappien rinnalle. Levitä VDI-mikrotekstuuria ytimeen.
6. Tulevaisuuden trendit: Vihreän toimitusketjun hankinta
Globaalien brändien siirtyessä kohti kiertotaloutta, kansainväliset ESG-vaatimukset muuttavat B2B-hankintojen vertailuarvoja. Teollisen valmistuksen ekosysteemi etenee nopeasti kohti Biopohjainen TPU ja PCR (Post-Consumer Recycled) elastomeerit .
Nykyaikaiset biopohjaiset TPU:t korvaavat perinteiset öljyperäiset polyolit kasviperäisillä vaihtoehdoilla (kuten maissitärkkelyksellä tai risiiniöljyllä), mikä vähentää hiilijalanjälkeä jopa 40 %.
Käsittelyikkunan todellisuus
Insinöörien ja hankintaagenttien on huomioitava, että biopohjaisilla ja kierrätetyillä TPU:illa on huomattava määrä kapeammat käsittelyikkunat kuin fossiiliset polttoaineet. Biopolymeereillä on korkeampi lämpöherkkyys ja pienempi leikkaustoleranssi. Liikkeen sopeuttaminen näihin vihreisiin materiaaleihin edellyttää päivittämistä tarkkoihin suljetun kierron ohjausmuottikoneisiin, edistyneiden kuivausainekuivausasetusten priorisointia ja optimoidun työkalujen teksturoinnin käyttöä, jotta se pysyy kilpailukykyisenä vihreässä toimitusketjussa.

