
Opas Kiinan injektiomuovaukseen: Kustannukset, laatu ja oikean kumppanin löytäminen
Johdanto Kiinan injektiomuovaukseen
Injektiomuovaus on monipuolinen ja laajalti käytetty valmistusprosessi osia termoplastisista ja lämpökovettuvista muovimateriaaleista. Se sisältää sulan materiaalin injektoinnin muottiin, jossa se jäähtyy ja jähmettyy haluttuun muotoon. Tämä menetelmä on tunnettu kyvystään tuottaa monimutkaisia osia, joilla on suuri tarkkuus, erinomainen pintapinta ja nopea tuotantoaste, mikä tekee siitä välttämättömän monilla teollisuudenaloilla auto- ja lääketieteellisestä kulutuselektroniikkaan ja taloustavaroihin.
Viime vuosikymmeninä Kiina on tullut hallitsevaksi voimana maailmanlaajuisessa valmistusmaisemassa, ja sen injektiomuovausteollisuus ei ole poikkeus. Maasta on tullut ensisijainen kohde yrityksille ympäri maailmaa, jotka etsivät injektiomuovauspalveluita, johtuen suurelta osin sen vankan valmistusinfrastruktuurin, kilpailukykyisen hinnoittelun ja laajan toimittajaverkoston vuoksi. Tämän oppaan tavoitteena on tarjota kattava yleiskatsaus Kiinan injektiomuovaukseen, joka on perustumassa kriittisiin näkökohtiin, kuten kustannuksiin, laatuun ja olennaisiin vaiheisiin löytääksesi oikean valmistuskumppanin löytämiseksi projektitarpeisiisi.
Kiinan valitseminen injektiomuovaustarpeisiisi liittyy kuitenkin ainutlaatuisen etujen ja haittojen joukossa, jotka oikeuttavat huolellisen harkinnan:
Kiinan valinnan edut injektiomuovausta varten:
- Kustannustehokkuus: Yksi Kiinan ulkoistamisen ensisijaisista kuljettajista on huomattavasti alhaisemmat työvoimakustannukset verrattuna länsimaihin. Tämä yhdistettynä kilpailukykyiseen materiaalihinnoitteluun ja mittakaavaetuihin johtaa usein alhaisempiin yksikkökustannuksiin valmistettujen osien.
- Perustettu infrastruktuuri ja ekosysteemi: Kiinassa on erittäin kehittynyt valmistusinfrastruktuuri ja laaja ekosysteemi tukiteollisuudesta, mukaan lukien muotinvalmistajat, materiaalien toimittajat ja viimeistelypalvelut. Tämä mahdollistaa virtaviivaiset tuotantoprosessit ja nopean pääsyn resursseihin.
- Korkea tuotantokapasiteetti: Kiinan valmistajilla on usein suuria tuotantokapasiteetit, mikä tekee niistä hyvin sopivia suurten tilausten ja massatuotannon kanssa.
- Nopeus markkinoille: Kiinan valmistuksen tehokkuus ja laajuus voivat usein johtaa nopeampaan prototyyppien määritys- ja tuotantojaksoihin, kiihdyttäen aikaa uusien tuotteiden markkinoille.
- Teknologinen kehitys: Monet johtavat kiinalaiset injektiomuovausyritykset ovat investoineet voimakkaasti huipputeknisiin koneisiin ja ottaneet käyttöön edistyneitä tekniikoita tarjoamalla hienostuneita ominaisuuksia ja korkealaatuisia tuotoksia.
- Kokemus ja asiantuntemus: Kiinalaiset toimittajat ovat vuosikymmenien ajan kokemusta globaalista valmistuksesta, ja se on kerännyt merkittävää asiantuntemusta erilaisista ruiskutustekniikoista ja materiaalisovelluksista.
Kiinan valinnan haitat injektiomuovausta varten:
- Viestintäesteet: Kielierot ja kulttuuriset vivahteet voivat joskus johtaa väärinkäsityksiin tai väärinkäsityksiin, mikä tekee selkeästä ja johdonmukaisesta viestinnästä ratkaisevan tärkeän.
- Immateriaalioikeudet (IP) huolenaiheet: Vaikka IP -suojaus Kiinassa on pyritty vahvistamaan, joillakin yrityksillä on edelleen huolenaiheita heidän mallinsa ja omistusoikeuksien suojaamisesta. Perusteellinen due diligence ja vankat oikeudelliset sopimukset ovat välttämättömiä.
- Laadunvalvontahaasteet (ellei sitä hallita hyvin): Vaikka korkea laatu on saavutettavissa, johdonmukaisen laadun ylläpitäminen voi olla haaste ilman asianmukaista valvontaa, tiukkoja laadunvalvontatoimenpiteitä ja selkeitä eritelmiä. Se vaatii ennakoivaa sitoutumista ja hyvin määriteltyä laadunvarmistussuunnitelmaa.
- Logistiikka ja lähetysten monimutkaisuus: Kansainvälisen merenkulun, tullien ja tuontitullien hallinta voi lisätä monimutkaisuuden ja kustannusten kerrosten kokonaisprosessiin.
- Työkalujen läpimenoajat: Vaikka tuotanto voi olla nopeaa, alkuperäisessä työkaluvaiheessa (muotin luominen) voi silti olla merkittäviä läpimenoaikoja, etenkin monimutkaisissa malleissa.
- Eettiset ja ympäristöön liittyvät näkökohdat: Yritysten on tärkeää varmistaa, että valitsemansa toimittajat noudattavat eettisiä työtapoja ja ympäristömääräyksiä, yhdenmukaistaen omien yritysten sosiaalisen vastuun tavoitteidensa kanssa.
Injektiomuovausprosessin ymmärtäminen
Kiinan injektiovalupalvelujen tehokkaaseen osallistumiseen on tärkeää, että on perusteltava käsitys itse injektiomuovausprosessista. Tämä tieto antaa sinulle mahdollisuuden kommunikoida tehokkaammin valmistajien kanssa, ymmärtää teknisiä eritelmiä ja tehdä tietoisia päätöksiä projektistasi.
Askel askeleelta selitys injektiomuovausprosessista:
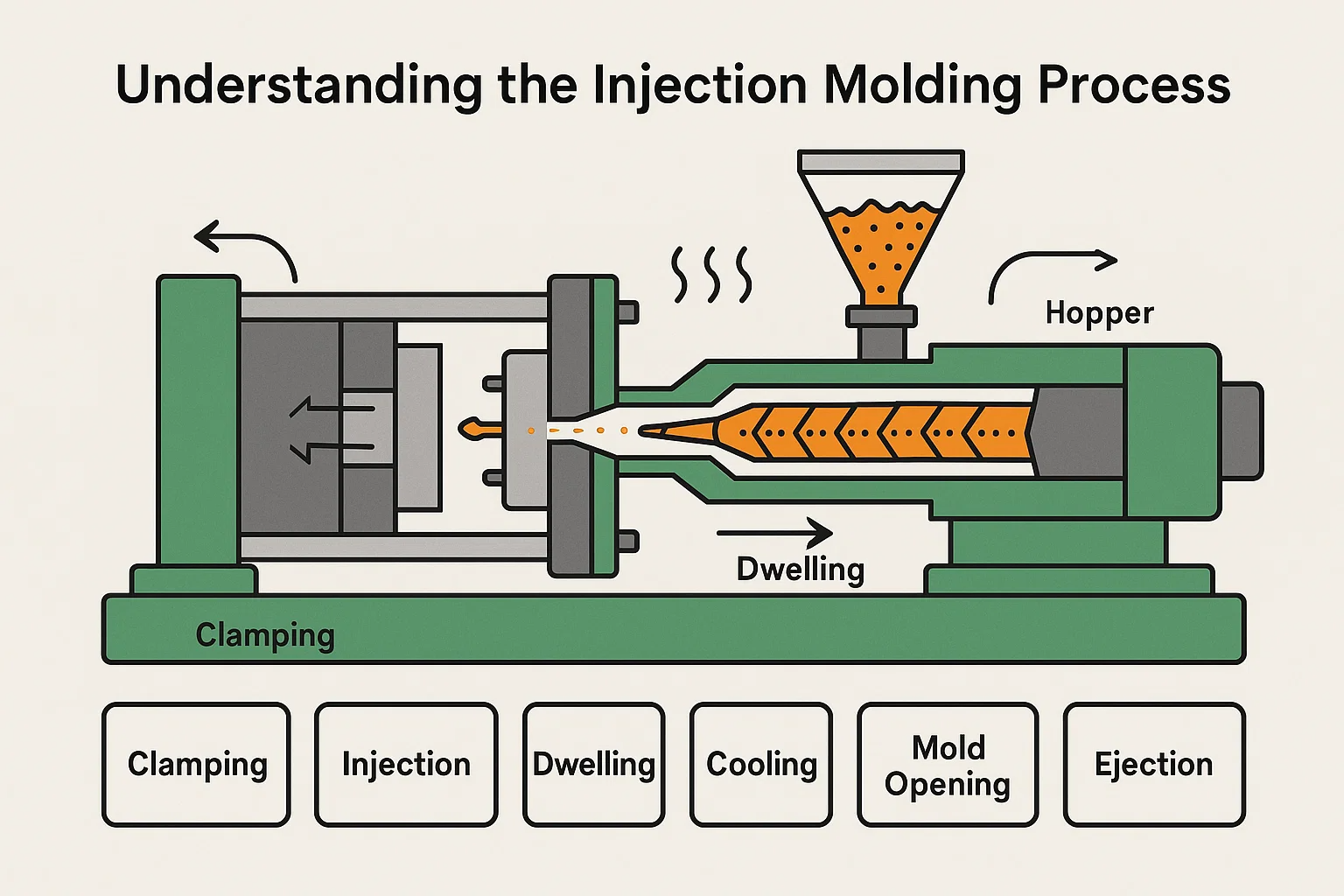
Injektiomuovausprosessi on syklinen toimenpide, joka, vaikka se näyttää yksinkertaisesta, sisältää tarkan lämpötilan, paineen ja ajoituksen hallinnan johdonmukaisten osien luomiseksi. Tässä ovat perustavanlaatuiset vaiheet:
-
Kiinnitys: Prosessi alkaa kiinnitysyksiköstä. Kaksi muotin puolikkaata (onkalo ja ydin) kiinnitetään turvallisesti yhteen voimakkaalla hydraulisella tai sähköisellä puristimella. Puolet muotista on tyypillisesti paikallaan, kun taas muut liikkeet avautuvat ja sulkevat. Tämän kiinnitysvoiman on oltava riittävä kestämään injektoinnin aikana kohdistuvan valtavan paine, joka estää muotin avautumisen ja vilkkumisen (sulan muovinen pakeneminen muotin puolikkaiden välillä).
-
Injektio: Muovipelletit tai rakeet syötetään suppilasta lämmitettyyn tynnyriin. Tynnyrin sisällä edestakainen ruuvi pyörii, sulattaen muovimateriaalin lämmön ja leikkauskitkan yhdistelmän avulla. Kun muovi on sulaa ja riittävä "laukaus" -koko (ruuvin etuosaan tarvittava muovin määrä), ruuvi liikkuu eteenpäin kuin mäntä, injektoimalla sulan muovi korkeassa paineessa ja nopeudella suljettuun muotin onteloon juoksijoiden ja porttien järjestelmän läpi.
-
Asunto (pakkaus/pito): Kun muotin onkalo on täytetty, ylläpidetään hallittu määrä painetta, joka tunnetaan nimellä "asunto" tai "pakkaus" paine. Tämä jatkuva paine auttaa kompensoimaan tilavuuden kutistumisen, joka tapahtuu muovin jäähtyessä ja jähmettimessä. Se varmistaa, että muotin ontelot ovat täysin täynnä, estävät pesuallasmerkit, tyhjiöt ja muut viat ja edistävät ulottuvuutta.
-
Jäähdytys: Kun muovi on nyt täysin pakattu muottiin, se alkaa jäähtyä ja jähmettyä muotin muodossa. Jäähdytyskanavat, jotka on usein integroitu muotin suunnitteluun ja kiertämään viileää vettä tai öljyä, helpottavat tätä prosessia. Jäähdytysaika on tyypillisesti pisin osa injektiomuovausjaksoa ja riippuu tekijöistä, kuten käytetystä materiaalista, osan seinämän paksuudesta ja muotin suunnittelusta. Tehokas jäähdytys on kriittistä haluttujen osaominaisuuksien saavuttamiseksi ja syklin minimoimiseksi.
-
Muotin aukko: Kun osa on riittävän jäähdytetty ja jähmettynyt, puristusyksikkö vetäytyy avaamalla muotin kaksi puolikkaata.
-
Päätös: Kun muotti aukeaa, työntäjät strategisesti sijoitettuna, työntävät jähmettisen osan muotin ontelosta. Nämä nastat on suunniteltu kohdistamaan jopa paineita vastamuodostuneen osan muodonmuutoksen välttämiseksi tai vahingoittamiseksi. Sitten osa putoaa kuljetinhihnalle tai kokoelma -astiaan.
-
Jälkikäsittely (valinnainen): Tasautumisen jälkeen jotkut osat saattavat vaatia vähäistä jälkikäsittelyä, kuten juoksijoiden tai porttien leikkaamista (kanavia, jotka ohjasivat muovia muotin onkaloon), vähentämistä tai toissijaisia toimintoja, kuten kokoonpano, maalaus tai tulostus. Monissa tapauksissa juoksijoiden ylimääräinen materiaali voidaan käyttää uudelleen ja käyttää uudelleen, mikä edistää kustannustehokkuutta ja vähentynyttä jätettä. Sykli toistuu sitten.
Kiinassa käytetyt erityyppiset injektiomuovaustekniikat:
Vaikka ydinprosessi pysyy johdonmukaisena, Kiinan edistyneet valmistusominaisuudet mahdollistavat erilaisia erikoistuneita ruiskutustekniikoita monipuolisten tuotevaatimusten täyttämiseksi:
- Tavallinen kestomuovinen injektiomuovaus: Tämä on yleisin menetelmä, jossa käytetään kestomuovisia polymeerejä, jotka voidaan toistuvasti sulattaa ja jähmettyä. Se sopii laajaan joukkoon kuluttaja- ja teollisuustuotteita.
- Ylikuormitus: Tämä tekniikka käsittää yhden materiaalin muovaamisen toiselle olemassa olevalle komponentille (substraatti), usein luodakseen tuotteen, jossa on useita materiaaleja, värejä tai tekstuureja (esim. Pehmeä tarttuvuuskahvat työkaluilla, tiivisteet elektronisissa koteloissa). Substraatti voi olla muovia, metallia tai muuta materiaalia.
- Lisää muovaus: Samanlainen kuin ylikuormitus, mutta tässä esikäsitetyt insertit (yleensä metallikomponentit, kuten kierteiset insertit, nastat tai elektroniset koskettimet) asetetaan muottiin ennen ruiskutusta. Sulan muovi virtaa ympäri ja kapseloi nämä insertit, jolloin muodostuu yhden integroidun osan. Tämä parantaa osan voimakkuutta, toiminnallisuutta tai mahdollistaa sähkönjohtavuuden.
- Kahden kuvan (moni-laukaus) injektiomuovaus: Tämä edistynyt prosessi tuottaa osia, joissa on kaksi tai useampia erilaisia muovimateriaaleja tai värejä yhdessä muovausjaksossa, usein samassa koneessa. Se eliminoi kokoonpanon tarpeen ja mahdollistaa monimutkaiset mallit, joilla on selkeät materiaaliominaisuudet tai esteettiset piirteet.
- Kaasuavusteinen ruiskuvalu: Osille, joissa on paksuja leikkeitä tai parannettua pintapinta -alaisempaa ja vähentyneitä pesuallasmerkkejä, inertti kaasu (kuten typpi) injektoidaan muotin onteloon sulan muovin osittaisen laukauksen jälkeen. Kaasu luo sisäisiä kanavia, työntämällä muovia muotiseiniä vasten ja vähentäen materiaalin käyttöä ja jäähdytysaikaa.
- Nestemäinen silikonikumin (LSR) injektiomuovaus: Tämä prosessi on suunniteltu erityisesti nestemäiselle silikonikumille, termosettimateriaalille, joka tunnetaan joustavuudestaan, korkean lämpötilan vastustuskyvystä ja bioyhteensopivuudesta. Sitä käytetään usein lääkinnällisissä laitteissa, hylkeissä ja kulutustavaroissa.
- Ohuen seinäinen muovaus: Tämä tekniikka keskittyy osien tuottamiseen erittäin ohuilla seinäosilla, tyypillisesti sovelluksiin, joissa materiaalin vähentäminen, kevyt ja nopea sykli -ajat ovat kriittisiä, kuten pakkaus tai kertakäyttöiset kulutustavarat.
- Kuumat juoksija muotit vs. kylmät juoksija muotit: Ne viittaavat juoksijajärjestelmään (kanavat, jotka ohjaavat sulaa muovia muotin onteloihin).
- Kylmät juoksija muotit: Juoksijoiden muovi jäähtyy ja jähmettyy osan kanssa. Sitten tämä juoksija -materiaali poistetaan ja se on poistettava osasta, usein kierrätettävä. Niiden rakentaminen on yksinkertaisempaa ja halvempaa, mutta ne voivat tuottaa enemmän jätettä.
- Kuumat juoksija muotit: Juoksijoita pidetään lämmitettyinä, joten niiden sisällä oleva muovi pysyy sulaan koko syklin ajan. Tämä tarkoittaa, että juoksijoiden materiaalista jätettä, joka johtaa tehokkaampaan materiaalin käyttöön, nopeampaan sykli -aikoihin ja usein parempaan kosmeettiseen viimeistelyyn. Ne ovat alun perin monimutkaisempia ja kalliimpia.
Kiinan injektiomuovauksessa yleisesti käytettyjä materiaaleja:
Kiinalaiset injektiomuovauslaitokset toimivat laajalla kestomuovimateriaaleilla, jotka valitaan lopputuotteen haluttujen mekaanisten, lämpö-, kemiallisten ja esteettisten ominaisuuksien perusteella. Joitakin yleisimmin käytettyjä materiaaleja ovat:
- Polypropeeni (PP): Monipuolinen ja kustannustehokas kestomuovi, joka tunnetaan erinomaisesta kemiallisesta vastustuskyvystään, väsymiskestävyydestä ja joustavuudesta. Sitä käytetään laajasti pakkauksissa, autokomponenteissa, kulutustavaroissa ja elävissä saranoissa.
- Akryylinitriilibutadieenistyreeni (ABS): Kova, jäykkä ja iskunkestävä tekniikka termoplastinen, jolla on hyvät esteettiset ominaisuudet. Sitä käytetään usein elektronisten laitteiden, autojen sisäosien, lelujen (esim. Lego -tiilien) ja kuluttajatuotteiden koteloihin johtuen sen kyvystä helposti muovata ja valmis.
- Polykarbonaatti (PC): Suorituskykyinen, vahva ja poikkeuksellisen vaikutuksen kestävä kestomuovi, usein läpinäkyvä. Se tarjoaa hyvää lämmönkestävyyttä ja mittakaavan, joten se sopii sovelluksiin, kuten linsseihin, turvalasiin, elektronisiin koteloihin ja autokomponentteihin.
- Polyeteeni (PE): Polyeteeni tunnetaan joustavuudesta, kemiallisesta resistanssista ja hyvistä sähköeristysominaisuuksista. Sitä käytetään yleisesti pulloihin, astioihin, laukkuihin ja putkiin.
- Nylon (polyamidi - PA): Vahva, kestävä tekninen muovi, jolla on hyvä kulutusvastus, kemiallinen vastus ja korkean lämpötilan suorituskyky. Sitä vahvistetaan usein lasikuituilla lisäämään lujuutta ja sitä käytetään autojen osissa (esim. Moottorin komponentit, liittimet), hammaspyörät ja laakerit.
- Polystyreeni (PS): Tulee yleiskäyttöön (GPP: t, selkeä ja hauras) ja suuria vaikutuksia (lonkat, läpinäkymättömät ja kovemmat). Se on edullinen ja sitä käytetään kertakäyttöisen kiertolaitteiden, CD -tapausten ja laitteen koteloihin.
- Polyvinyylikloridi (PVC): Kestävä ja monipuolinen materiaali, saatavana jäykissä ja joustavissa muodoissa. Se tarjoaa hyvän kemiallisen resistenssin ja sitä käytetään putkissa, varusteissa, ikkunakehyksissä ja lääkinnällisissä laitteissa.
- Termoplastiset elastomeerit (TPE/TPR): Nämä materiaalit yhdistävät kumin ja muovin ominaisuudet, jotka tarjoavat joustavuuden, hyvän otteen ja iskun imeytymisen. Niitä käytetään pehmeän kosketuskahvoihin, tiivisteisiin, tiivisteisiin ja ylikuormitettuihin komponentteihin.
Kiinan injektiomuovan kustannusanalyysi
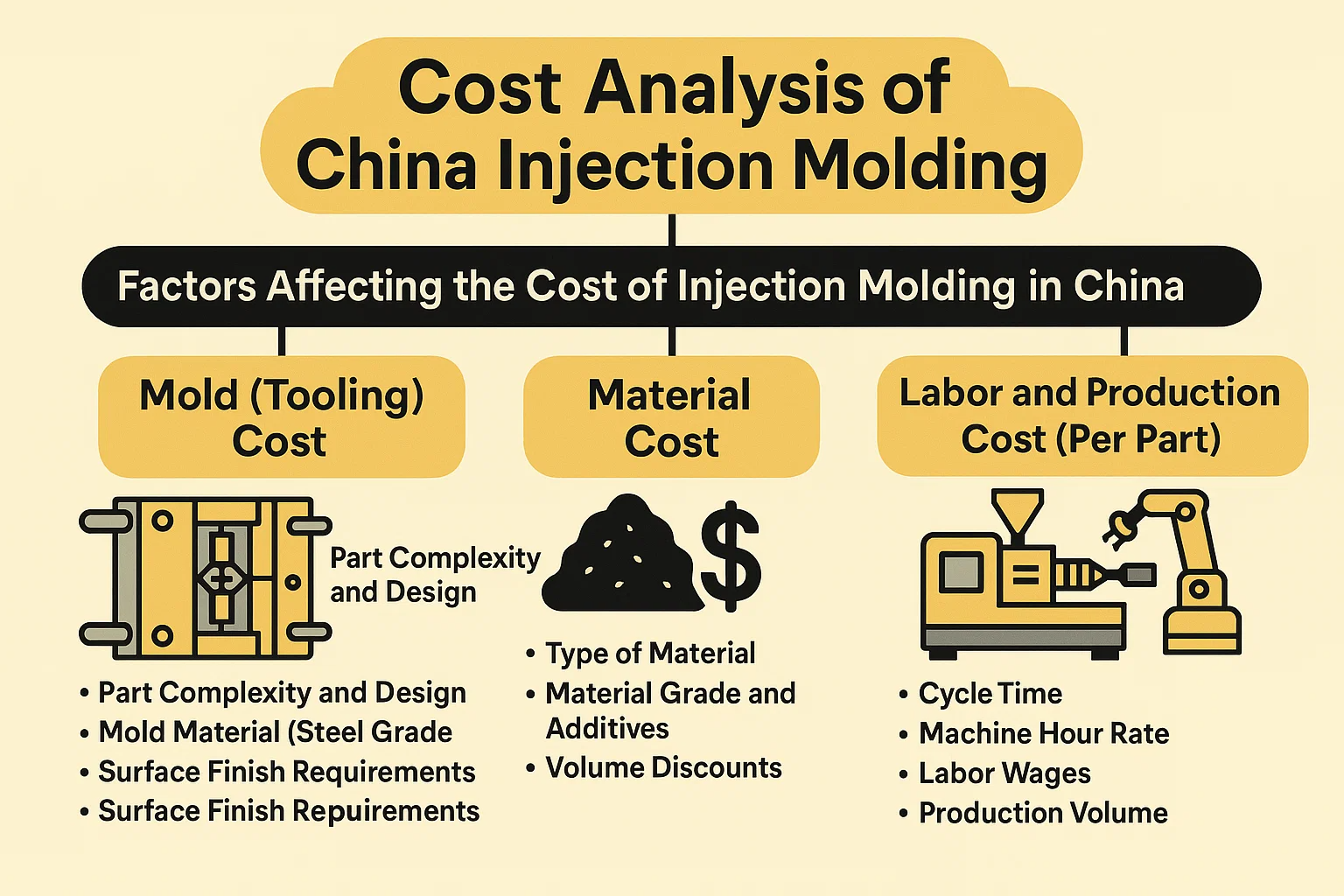
Yksi yritysten ensisijaisista motivaatioista valita Kiina injektiomuovaukseen on havaittu kustannusetu. Vaikka Kiina tarjoaa yleensä kilpailukykyisempiä hinnoitteluja kuin monet länsimaat, ymmärtäminen eri kustannuksiin vaikuttavien tekijöiden ymmärtäminen on ratkaisevan tärkeää tarkan budjetoinnin suhteen ja odottamattomien kulujen välttämiseksi. Injektiomuovausprojektin kokonaiskustannukset voidaan luokitella laajasti homeen (työkalujen) kustannuksiin, materiaalikustannuksiin ja tuotanto-/työ-/koneisiin.
Injektiomuovan kustannuksiin vaikuttavat tekijät Kiinassa:
-
Home (työkalu) kustannukset: Tämä on usein merkittävin etusijain sijoitus, ja se voi vaihdella dramaattisesti.
- Osan monimutkaisuus ja suunnittelu: Yksinkertaiset osat, joissa on tasainen seinämän paksuus, minimaaliset alustot ja suoraviivaiset geometriat vaativat vähemmän monimutkaisia muotteja, mikä johtaa alhaisempiin työkalukustannuksiin. Päinvastoin, monimutkaiset osat, joissa on hienot yksityiskohdat, tiukka toleranssit, useita sivutoimia tai nostimia vaativat alustot ja monimutkaiset tekstuurit edellyttävät kehittyneempiä ja kalliita muotteja, jotka vaativat usein edistyneempiä työstöä (esim. EDM) ja pidempiä rakennusaikoja.
- Muottimateriaali (teräsluokka): Muottiin käytetty terästyyppi vaikuttaa suoraan sen kustannuksiin ja elinkaareen.
- P20, 718H: Nämä ovat yleisiä valintoja prototyyppimuotteille tai pienemmän määrän tuotantoon, mikä tarjoaa hyvän tasapainon kustannus- ja suorituskykyä.
- NAK80, H13: Tällaiset kovettuneet teräkset ovat huomattavasti kalliimpia, mutta tarjoavat erinomaisen kestävyyden, lämmönkestävyyden ja pinta-alaisten ominaisuudet, mikä tekee niistä ihanteellisia suuren määrän, pitkäaikaisen tuotantomuottien kanssa.
- Onteloiden lukumäärä: Muotissa voi olla yksi onkalo (tuottaa yksi osa sykliä kohti) tai useita onteloita (tuottaa useita osia sykliä kohti). Monikerroksisilla muotteilla on korkeammat alkuperäiset työkalukustannukset, mutta ne vähentävät dramaattisesti tuotantokustannuksia lisäämällä tuotantoa sykliä kohden, mikä tekee niistä kustannustehokkaita suurten volyymi-ajoihin.
- Muotin pohja ja komponentit: Muotin koko, juoksijajärjestelmä (Hot Runner vs. Cold Runner) ja tavallisten muottikomponenttien (poistotapit, liukumäet jne.) Laatu edistävät työkalukustannuksia. Kuuma juoksija muotteja, vaikka alun perin kalliimpia, säästävät materiaalijätteitä ja pyöräilyaikaa, mikä johtaa pienempiin kustannuksiin suuressa määrin.
- Pintapintavaatimukset: Erittäin kiillotetut pinnat (esim. SPI A-1 -pinta) tai monimutkaiset tekstuurit vaativat intensiivisempiä työvoimaa ja erikoistuneita työkalutekniikoita lisäämällä muotikustannuksia.
- Muotin elinajanodote: Valmistajat suunnittelevat muotteja tietylle määrälle sykliä (laukauksia). Suuremmalle elinikäiselle (esim. 1 miljoona laukausta) suunniteltu muotti rakennetaan voimakkaammilla materiaaleilla ja tarkkuudella, mikä aiheutuu korkeammat kustannukset kuin 50 000 laukaukselle suunniteltu muotti.
-
Aineelliset kustannukset: Itse muovihartsin kustannukset ovat suora ja usein merkittävä osa osakustannuksia.
- Materiaalityyppi: Kuten keskustellaan, hyödykekuovit, kuten PP tai ABS, ovat huomattavasti halvempia kilogrammaa kohden kuin tekniikan muovit, kuten PC, nylon tai korkean suorituskyvyn polymeerit (esim. Peek, Ultem).
- Materiaaliluokka ja lisäaineet: Neitsyt materiaalit ovat kalliimpia kuin kierrätetyt arvosanat. Lisäaineiden, kuten UV -stabilointiaineiden, liekinestoaineiden, lasikuitujen (voimakkuuden), sisällyttäminen (voimakkuus), väriaineet (erityisesti mukautetut värit, valkoiset tai läpinäkyvät) tai erityiset funktionaaliset lisäaineet lisäävät materiaalikustannuksia.
- Volyymi -alennukset: Suuremmat materiaalin ostot suuren määrän tuotantoa varten voivat usein varmistaa paremman hinnoittelun toimittajilta.
- Markkinavaihtelut: Hartsin globaalit hinnat ovat markkinoiden kysynnän, öljyn hintojen ja toimitusketjun dynamiikan mukaisia, mikä voi vaikuttaa osittain kustannuksiin ajan myötä.
-
Työ- ja tuotantokustannukset (osaa kohti): Tämä on kustannukset, jotka liittyvät injektiomuovauskoneiden ja siihen liittyvän työvoiman suorittamiseen.
- Sykli -aika: Aika, joka kuluu yhden osan (tai yhden laukauksen monikerroksen muotista) tuottamiseen, on kriittinen kustannuskuljettaja. Lyhyemmät sykli-ajat tarkoittavat, että enemmän osia voidaan tuottaa tunnissa, mikä vähentää korvaavia kustannuksia. Tekijät, kuten osan suunnittelu (seinämän paksuus), materiaalien ominaisuudet, muotin jäähdytystehokkuus ja konekapasiteetti vaikuttavat syklin ajan.
- Koneen tunti: Tähän sisältyy sähkön, koneiden poistot, huolto ja yleiskustannukset, jotka on osoitettu koneen käyttöaikaan. Suuremmilla, hienostuneemmilla koneilla on tyypillisesti korkeammat tuntitasot.
- Työn palkat: Kiinan työvoimakustannukset ovat edelleen huomattavasti alhaisemmat kuin monissa länsimaissa. Tämä on avaintekijä kokonaiskustannusetuun.
- Tuotantomäärä: Tämä on kiistatta vaikuttavin tekijä osittain kustannuksiin.
- Mittakaavaetuja: Kiinteät kustannukset (kuten työkalu) poistetaan tuotettujen osien kokonaismäärästä. Mitä suurempi tuotantomäärä, sitä pienempi, sitä pienempiä kustannuksia sekä työkaluja että asennuksia varten.
- Asennus ja vaihto: Joka kerta kun muotti vaihdetaan tai uusi tuotantojuoksu on asetettu, koneen seisokkeihin ja työvoimaan liittyy kustannuksia. Suuremmat määrät vähentävät näiden muutosten taajuutta, mikä optimoi tehokkuutta.
- Jälkikäsittely: Mahdolliset toissijaiset toiminnot, kuten erottaminen, kokoonpano, maalaus, tulostaminen tai erikoistuneet pakkaukset, lisäävät persioiden kustannuksia.
Kustannusten vertaaminen muiden maiden kanssa:
Kiina on historiallisesti tarjonnut merkittäviä kustannusetuja injektiomuovauksessa, etenkin keskipitkän ja suuren määrän tuotannossa.
- Kiina vs. länsimaat (esim. USA, Eurooppa): Kiinalaiset injektiomuovauskustannukset ovat tyypillisesti 20-50% alhaisempi kuin Yhdysvalloissa ja 30-60% alhaisempi kuin Euroopassa. Tätä aukkoa ajaa pääasiassa:
- Alhaisemmat työvoimakustannukset: Kiinan ammattitaitoinen työ käskee edelleen alempia palkkaa.
- Kilpailukykyinen työkalu: Kiinan suunnittelu- ja valmistusmuottien kustannukset ovat yleensä paljon alhaisemmat tehokkaiden työkalukauppojen, alhaisemmien materiaalikustannusten (etenkin työkaluteräksen) ja moldinvalmistajien kilpailukykyisten palkkojen vuoksi.
- Mittakaavaetuja: Kiinan laaja valmistuskapasiteetti mahdollistaa laajamittaisen tuotannon, mikä vähentää edelleen yksiköiden kulmia.
- Integroitu toimitusketju: Kypsä ja toisiinsa kytketty toimitusketju raaka -aineisiin, koneisiin ja liitännäispalveluihin auttaa pitämään kustannukset alhaisina.
- Kiina vs. nousevat taloudet (esim. Vietnam, Intia, Meksiko): Vaikka Vietnamin, Intian ja Meksikon kaltaiset maat ovat nousseet halvemmaksi vaihtoehdoiksi, etenkin tietyille tuotetyypeille tai alueellista monipuolistamista hakeville yrityksille, Kiina ylläpitää usein edelleen:
- Työkalujen hienostuneisuus ja kyky: Kompleksisten muottien ja tarkkaan osien kohdalla Kiinan työkalujen asiantuntemus on yleensä edistyneempi.
- Toimitusketjun kypsyys: Kiinan vakiintunut ja laaja toimitusketju injektiomuovausta varten on vaikea sovittaa.
- Skaalautuvuus: Erittäin suurten volyymiprojekteissa Kiinan kapasiteetti ja tehokkuus ovat usein parempia.
- Nousevat kustannukset Kiinassa: On tärkeää huomata, että työvoimakustannukset Kiinassa ovat kasvaneet tasaisesti, ja tariffit ja geopoliitiset näkökohdat voivat vaikuttaa kokonaiskustannusyhtälöön. Monissa hankkeissa, etenkin monimutkaisten työkalujen tai suurten määrien vaatii, Kiina on kuitenkin erittäin kilpailukykyinen.
Vinkkejä injektiomuovauskustannusten vähentämiseksi:
- Optimoi osan suunnittelu valmistettavuudelle (DFM):
- Yksinkertaista geometriaa: Vähennä monimutkaisia piirteitä, alituotteita ja tarpeetonta monimutkaisuutta.
- Pidä tasainen seinämän paksuus: Tämä edistää yhdenmukaista jäähdytystä, vähentää sykli -aikaa, estää vääntymisen ja pesuallasmerkkejä ja yksinkertaistaa muotin suunnittelua.
- Lisää luonnoskulmat: Varmista riittävä luonnos (kartio) kaikilla pystysuuntaisilla seinillä helpon poistumisen mahdollistamiseksi, poistovoiman ja mahdollisten vaurioiden vähentämiseksi ja kalliiden muottimuutosten välttämiseksi.
- Sisällytä kylkiluut ja gussetit: Sen sijaan, että lisäävät seinämän paksuutta lujuudelle, käytä kylkiluita ja gussetsia jäykkyyden lisäämiseen samalla materiaalin käyttöä ja jäähdytysaikaa.
- Harkitse itsenäistä tai yleisiä osia: Suunnittelemalla osia, joita voidaan käyttää vuorottelevasti (esim. Ylä ja alaosa, jotka ovat identtisiä), voi vähentää tarvittavien ainutlaatuisten muottien lukumäärää.
- Strateginen materiaalivalinta:
- Valitse tavalliset materiaalit: Valitse yleisesti saatavilla olevat ja halvemmat hartsit, kuten PP tai ABS, ellei erityisiä suorituskykyvaatimuksia edellytä tekniikkaa tai korkean suorituskyvyn muovia.
- Minimoi värimuutokset: "Luonnollisen" tai mustan hartsin käyttö on usein halvin. Mukautetut tai ainutlaatuiset värit lisäävät kustannuksia, jotka johtuvat väriaineen kustannuksista ja koneiden puhdistuksesta ajojen välillä.
- Harkitse kierrätettyä sisältöä: Jos se sopii sovellukseesi, kierrätetyn kestomuovi voi vähentää materiaalikustannuksia.
- Optimoi tuotantomäärä:
- Yhdistä kavitaatio äänenvoimakkuuteen: Sijoita erittäin suuria volyymeja monikerroksen muottiin vähentämään persioiden kustannuksia. Pienemmille tilavuuksille yksikerroksinen muotti tai jopa nopea prototyyppimuotti (esim. Alumiini) saattaa olla kustannustehokkaampi.
- Konsolidoi tilaukset: Jos sinulla on useita osia, niiden tuottaminen samanaikaisesti tai tilausten yhdistäminen voi hyödyntää materiaalien ja tuotannon mittakaavaetuja.
- Tee tiivistä yhteistyötä toimittajan kanssa työkaluissa:
- Keskustele muotimateriaalista: Ymmärrä muotikustannusten ja elinkaaren väliset kompromissit ennustetun tuotantomäärän perusteella.
- Harkitse kuumaa vs. kylmäjuoksijaa: Suurten määrien kohdalla kuuman juoksijamuotin alkuperäiset korkeammat kustannukset voidaan korvata nopeasti materiaalisäästöillä ja nopeammilla sykli -aikoilla.
- Neuvotella työkalujen omistajuudesta: Selvitä kuka omistaa muotin ja sen huolto- ja varastointiehdot.
- Tehokas viestintä ja laadunvalvonta:
- Anna selkeät eritelmät: Yksityiskohtaiset 2D -piirustukset, joissa on toleransseja ja 3D CAD -malleja, ovat välttämättömiä väärien tulkintojen ja kalliiden uusintojen välttämiseksi.
- Toteuta vankat laatutarkastukset: Ennakoiva laadunvalvonta voi estää kalliita romua, muokkausta ja viallisten osien kuljetusta.
- Virtaviivaista logistiikka ja pakkaus:
- Toimitusmenetelmien optimointi: Tasapainon nopeus (lentoliikenteen) kustannuksilla (meren rahti) aikajanan perusteella.
- Yksinkertainen pakkaus: Tavallinen irtotavarapakkaus on halvempaa kuin mukautettu vähittäiskaupan pakkaus.
Laadunvalvonta Kiinan injektiomuovauksessa
Vaikka kustannustehokkuus on merkittävä veto Kiinan injektiomuovaukseen, korkean tuotteen laadun saavuttaminen ja ylläpitäminen on ensiarvoisen tärkeää. Ilman tiukkaa laadunvalvontaa (QC) jopa alhaisimmat hinnat voivat johtaa merkittäviin tappioihin viallisten tuotteiden, asiakkaiden tyytymättömyyden, tuotemerkkivahinkojen ja kalliiden uusinnan tai palauttamisen kautta. Ymmärtäminen, kuinka laatua hallitaan, mitä kysymyksiä etsitään ja etsiä sertifikaatit ovat välttämättömiä menestyvälle valmistuskumppanuudelle.
Laadunvalvonnan merkitys:
Laadunvalvonta ei ole pelkästään jälkikäteen; Se on olennainen osa koko valmistuksen elinkaarta suunnittelusta toimitukseen. Sen merkitystä ei voida yliarvioida injektiomuovauksessa, varsinkin kun ulkoistaminen:
- Tuotteiden luotettavuuden ja suorituskyvyn varmistaminen: Johdonmukainen laatu varmistaa, että kukin osa toimii suunnitellulla tavalla, täyttää suunnittelumääritykset ja suorittaa luotettavasti sen lopussa.
- Viallisten ja jätteiden minimointi: Tehokas QC tunnistaa prosessin varhaisessa vaiheessa olevat kysymykset, jotka estävät suurten viallisten osien erän tuottamisen, vähentäen siten materiaalijätteitä, energiankulutusta ja uusintakustannuksia.
- Tuotemerkin maineen ylläpitäminen: Laadukkaat tuotteet rakentavat asiakkaiden luottamusta ja uskollisuutta, mikä parantaa tuotemerkkisi imagoa ja markkinoiden asemaa. Sitä vastoin laatuvirheet voivat nopeasti tuhota maineen.
- Tapaamisalan standardit ja määräykset: Monilla teollisuudenaloilla (esim. Lääketieteellisellä, auto-, ilmailu- ja avaruusalueella) on tiukat sääntelyvaatimukset, jotka valettujen osien on täytettävä. QC varmistaa vaatimustenmukaisuuden.
- Kustannussäästöä pitkällä tähtäimellä: Vaikka QC -toimenpiteiden toteuttamisella on etukäteen, se säästää huomattavasti enemmän estämällä kalliita palautuksia, takuuvaatimuksia, palautuksia ja tarvetta romuttaa ja uudelleenvalmistusosat.
- Ennustettava tuotanto: Vahva QC -järjestelmä johtaa ennustettavissa oleviin tuotantotuloksiin, vähemmän viivästyksiin ja luotettavampiin toimitusaikatauluihin.
Yleiset laatukysymykset ja niiden välttäminen:
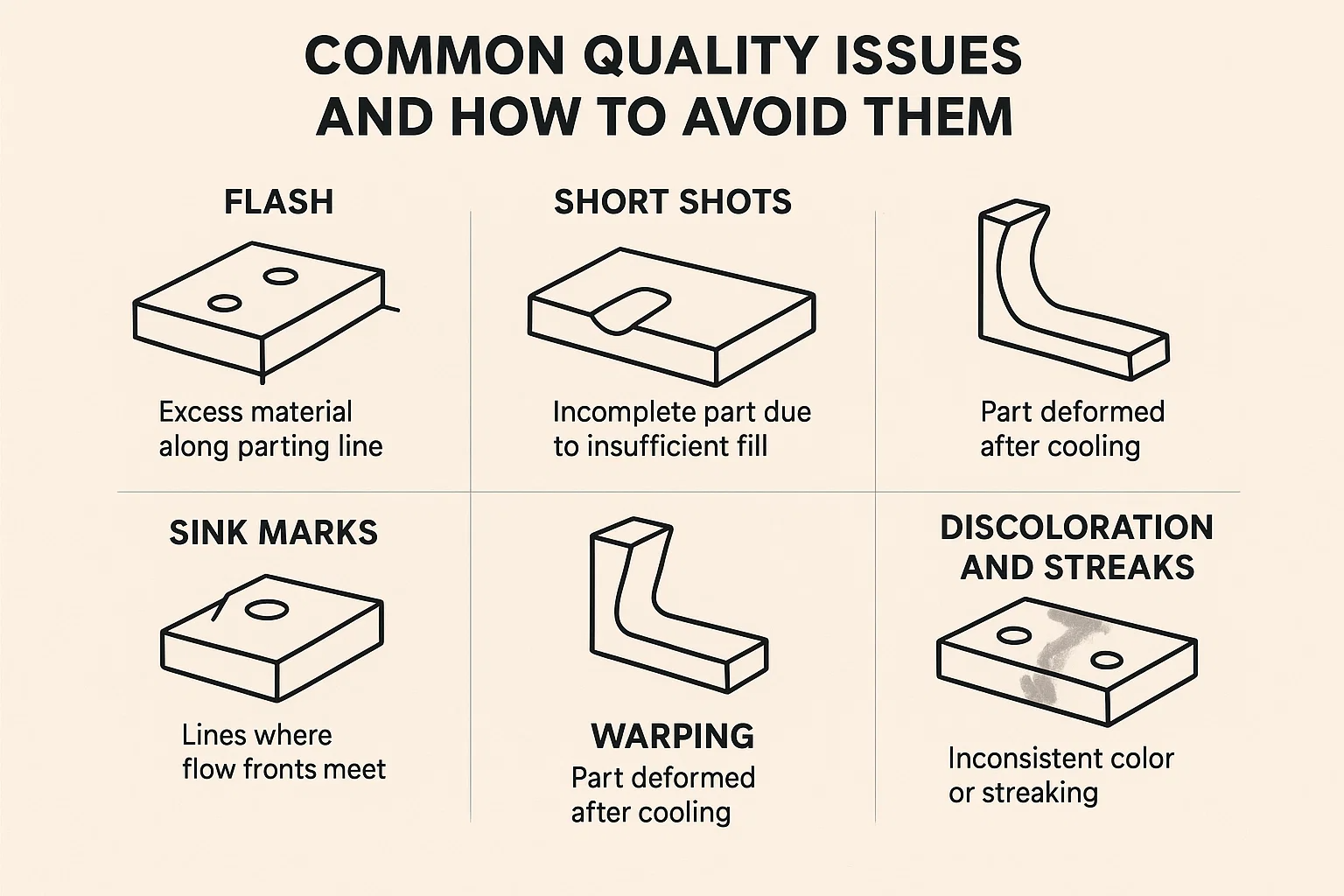
Injektiomuovan tarkkuudesta huolimatta voi tapahtua erilaisia vikoja. Näiden tunnistaminen ja niiden syiden ymmärtäminen on avain ehkäisyyn ja tehokkaan ongelmanratkaisun kiinalaisen valmistajan kanssa.
-
Salama (tai burrs):
- Kuvaus: Ylimääräinen materiaali, joka vuotaa muotin ontelosta, muodostaen ohuen, ei -toivotun kerroksen osan osaviivalla.
- Syyt: Liian paljon injektiopainetta tai nopeutta, riittämätöntä kiinnitysvoimaa, kuluneet muotit, muotin väärinkäyttö tai huono muotin suunnittelu (esim. Väärä tiivistyminen).
- Välttäminen: Optimoi injektioparametrit (paine, nopeus), varmista riittävä kiinnitysvoima, säännöllinen muotin ylläpito ja tarkastus sekä tarkka muotin suunnittelu.
-
Lyhyet laukaukset (tai ei-täytteet):
- Kuvaus: Epätäydellinen osa, jossa sula muovi ei täyttänyt muotin onteloa kokonaan, mikä johti puuttuviin osiin.
- Syyt: Riittämätön materiaali injektoitu, alhainen injektiopaine/nopeus, materiaali viskositeetti liian korkea, homeen lämpötila liian matala tai loukkuun jäänyt ilma/riittämätön tuuletus.
- Välttäminen: Nosta laukauksen kokoa, lisää ruiskutuspainetta/nopeutta, varmista oikea sulamolämpötila, optimoi homeen lämpötila, paranna homeen tuuletusta tai harkitse portin sijainnin muutoksia.
-
Allasmerkit:
- Kuvaus: Masennukset tai matalat kraatterit valetun osan pinnalla, yleensä paksummina osissa.
- Syyt: Muovin epätasainen jäähdytys, varsinkin kun paksummat leikkeet jäähtyvät hitaammin ja kutistuvat sisäänpäin tai riittämätön pakkaus-/pitopaine.
- Välttäminen: Suunnittele osia, joissa on tasainen seinämän paksuus, lisää pitopainetta ja aikaa, laskevan tai muotin lämpötilaa hieman tai suunnitellaan osa uudelleen paksujen osien vähentämiseksi.
-
Vääntyminen (tai vääristymä):
- Kuvaus: Muodonmuutos tai kierrettyjä osia, jotka eivät säilytä suunnitellun muodonsa jäähdytyksen jälkeen.
- Syyt: Epätasaiset jäähdytysnopeudet koko osassa, sisäiset jännitykset materiaalin kutistumisesta tai väärän muotin suunnittelusta (esim. Tasaisen seinämän paksuuden puute, riittämättömät jäähdytyskanavat).
- Välttäminen: Varmista tasainen jäähdytys ja homeen lämpötila, optimoi jäähdytysaika, suunnitteluosat, joilla on tasainen seinämän paksuus, tai harkitse materiaalin muutoksia pienemmällä kutistumisnopeudella.
-
Hitsauslinjat (tai neulotut viivat):
- Kuvaus: Näkyvät viivat tai lovet, joissa kaksi tai useampia sulan muovin virtausrintamaa kohtaavat ja liuoksivat uudelleen, usein reikien tai inserttien ympärillä. Nämä voivat olla kosmeettisia tai rakenteellisia heikkouksia.
- Syyt: Sulaa muovinen kiinteys ennen sekoittamista, alhaisen sulan tai muotin lämpötilan tai huonon portin sijoittamisen.
- Välttäminen: Lisää sula/muotin lämpötilaa, lisää injektionopeutta, optimoi portin sijainti virtausreittien minimoimiseksi tai käyttämällä materiaaleja, joilla on parempia virtausominaisuuksia.
-
Välitön ja raitoja:
- Kuvaus: Epäjohdonmukainen väri, raita tai laukut osien pinnalla.
- Syyt: Raaka -aineen saastuminen, väriaineiden virheellinen sekoittaminen, materiaalin hajoaminen liiallisen lämmön vuoksi tai jäännökset koneen tynnyrissä/suuttimessa.
- Välttäminen: Varmista raaka -aineiden puhtaus, hygroskooppisten materiaalien asianmukainen kuivaus, tarkka värillinen annostelu, optimoitu sulatuslämpötilan hallinta ja säännöllinen koneenpuhdistus.
-
Tyhjät (tai kuplat):
- Kuvaus: Loukkuun jääneet ilmakuplat tai tyhmät taskut valettuun osaan.
- Syyt: Riittämätön pakkauspaine, loukkuun jäänyt kaasut kosteudesta tai materiaalin hajoamisesta tai nopea jäähdytys, joka tiivistyy ulkoisesta ihosta ennen kuin ydin voi jähmettyä.
- Välttäminen: Lisää pakkauspainetta, varmista materiaalin asianmukainen kuivaus, paranna homeen tuuletusta tai optimoi jäähdytysnopeudet.
Laadunvalvontatoimenpiteet ja sertifikaatit:
Hyvämaineiset kiinalaiset injektiovalmistajat toteuttavat kattavat QC -toimenpiteet koko tuotantoprosessin ajan. Kun tarkistat toimittajia, etsi todisteita seuraavista:
-
Valmistettavuussuunnittelu (DFM) -katsaus: QC alkaa suunnitteluvaiheessa. Hyvä valmistaja tarkistaa osien suunnitteluasi mahdollisille muovausongelmille (esim. Seinäpaksuus, luonnoskulmat, alitiedot) ennen muotin valmistusta, estäen kalliita virheitä linjalla.
-
Saapuva materiaalitarkastus (IQC):
- Raaka -aineen (hartsin) todentaminen eritelmien (esim. Materiaalin turvallisuustietolomake - MSDS, analyysisertifikaatti - COA).
- Hygroskooppisten materiaalien asianmukaisen kuivumisen tarkistaminen, koska kosteus voi aiheuttaa vikoja.
-
Muotin/työkalujen tarkastus:
- Valmistetun muotin perusteellinen tarkastus ennen tuotantojuoksuja, mukaan lukien mittatarkastukset, pinnan viimeistelyn todentaminen ja toiminnallisuuskokeet (esim. Kuuma juoksijajärjestelmä, poistumismekanismi).
- Ensimmäinen artikkelin tarkastus (FAI): Tuottaa pienen erän osia ("ensimmäinen artikkeli") uudesta muotista ja suorittaa yksityiskohtainen ulottuvuuden tarkastus ja toiminnallinen testi. Tämä on kriittinen vaihe muotin tarkkuuden tarkistamiseksi ennen massatuotantoa.
-
Prosessin sisäinen laadunvalvonta (IPQC):
- Parametrien seuranta: Kriittisten muovausparametrien (lämpötila, paine, syklin aika, injektionopeus) jatkuva seuranta ja hallinta tilastollisen prosessinhallinnan (SPC) tekniikoilla johdonmukaisuuden varmistamiseksi.
- Visualitarkastukset: Operaattoreiden säännölliset visuaaliset tarkastukset virheistä, kuten salama, värimuutos tai lyhyet laukaukset.
- Mittatarkastukset: Osien jaksolliset mittamittaukset tuotannon aikana paksuus, mikrometrit, CMM (koordinaattimittauskone) tai optiset vertailut varmistaakseen, että ne pysyvät määritettyjen toleranssien sisällä.
- Näytteenotto: Määritetyn näytteenottosuunnitelman (esim. AQL - hyväksyttävä laaturaja) toteuttaminen osien osajoukon tarkastamiseksi säännöllisin väliajoin.
-
Lopullinen laadunvalvonta (FQC) / ENNEN LVIDENNUKSET: Tarkastus:
- Viimeinen, kattava tarkastus valmiista tuotteista ennen pakkausta ja lähetystä. Tämä sisältää visuaalisen, ulottuvuuden ja usein toiminnallisen testauksen.
- Pakkauksen ja merkinnöiden todentaminen.
- Usein kolmansien osapuolten tarkastuslaitoksia käytetään tässä vaiheessa puolueetonta arviointia varten.
Sertifikaatit:
Sertifikaatit osoittavat valmistajan sitoutumisen vakiintuneisiin laadunhallintajärjestelmiin ja erityisiin teollisuusstandardeihin.
- ISO 9001: Tämä on yleisin ja perustavanlaatuisin kansainvälinen laadunhallintajärjestelmien standardi (QMS). ISO 9001 -sertifioidulla yrityksellä on dokumentoitu järjestelmä prosessiensa hallintaan, johdonmukaisuuden, asiakastyytyväisyyden ja jatkuvan parantamisen varmistamiseen. Se on lähtötason odotus kaikille hyvämaineisille kiinalaisille valmistajille.
- ISO/TS 16949 (nyt IATF 16949): Tämä on autoteollisuuden erityinen laadunhallintastandardi. Tätä sertifiointia valmistajia on erittäin kokenut tiukat laatuvaatimukset, prosessien hallinta ja jatkuva parantaminen, mikä tekee niistä ihanteellisia kumppaneita autokomponentteihin.
- ISO 13485: Tämä standardi määrittelee vaatimukset kattavalle laadunhallintajärjestelmälle lääketieteen suunnittelulle ja valmistukselle
- CE, ROHS, Reach, FDA jne.: Nämä ovat tietyille markkinoille tai aineellisille rajoituksille merkityksellisiä tuotekohtaisia vaatimustenmukaisuussertifikaatteja. Vaikka valmistajan tunteminen näihin standardeihin ja kyky tuottaa yhteensopivia osia ei ole suoraan QMS -sertifikaatti, on vahva osoitus niiden laatuominaisuuksista.
Oikean Kiinan injektiomuovauskumppanin löytäminen
Luotettavan ja pätevän injektiomuovauskumppanin tunnistaminen ja turvaaminen Kiinassa on kiistatta tärkein askel projektisi menestykseen. Markkinat ovat valtavat, ja tuhannet toimittajat vaihtelevat pienistä työpajoista suuriin, erittäin automatisoituihin tehtaisiin. Tämän maiseman navigointi vaatii strategisen lähestymistavan, perusteellisen due diligence -tapahtuman ja ymmärryksen tehokkaasta viestinnästä ja kulttuurista vivahteista.
Mistä löytää injektiomuovausyritykset Kiinasta:
On olemassa useita keinoja, joita tutkitaan etsiessäsi potentiaalisia valmistuskumppaneita:
-
Online B2B -ympäristöt ja hakemistot: Nämä ovat usein ensimmäinen pysäkki monille yrityksille niiden laajojen tietokantojen ja saavutettavuuden vuoksi.
- Alibaba.com: Suurin Global B2B -markkinapaikka, joka tarjoaa laajan valikoiman valmistajia. Käytä suodattimia "vahvistettuun toimittajalle", "Kaupan varmuuteen" ja tiettyihin tuoteryhmiin haun kaventamiseksi. Arvostele toimittajaprofiilit, transaktiohistoria ja asiakasarvostelut.
- Globaalit lähteet (globaalit.com): Samanlainen kuin Alibaba, keskittyen voimakkaasti elektroniikkaan, komponentteihin ja erikoistuneempaan teollisuuteen. Tunnettu yksityiskohtaisemmista yritysprofiileista.
- Made-in-China.com: Toinen merkittävä alusta, joka tarjoaa laajan valikoiman toimittajia eri toimialoilla, mukaan lukien muovit ja muovaus.
- Erikoistuneet valmistushakemistot: Jotkut verkkosivustot tai teollisuusyhdistykset voivat tarjota kuratoidempia luetteloita valmistajista, jotka keskittyvät erityisesti ruiskuvaluun tai tietylle tuotetyypillesi.
- Hallinnoidut hankintapalvelut: Yritykset, kuten Xometria tai hankinta -liittolaiset, tarjoavat hallinnoidut palvelut, joissa heillä on kiinalaisten toimittajien verkosto, ja sinun puolestasi käsittelevät viestintä- ja projektijohtamista, josta voi olla hyötyä hankkimisille Kiinassa tai rajoitetuilla resursseilla.
-
Messut: Messujen näyttelyt Kiinassa tarjoaa vertaansa vailla olevan mahdollisuuden henkilökohtaiseen vuorovaikutukseen, tehdaskäynteihin ja suoraan kykyjen arviointiin.
- Chinaplas: Tämä on kiistatta maailman johtava muovi- ja kumimessut, jotka pidetään vuosittain Kiinassa (vuorotellen Shenzhenin ja Shanghain välillä). Se on välttämätön tapahtuma uusien tekniikoiden, materiaalien ja yhteyden löytämisessä laajaan määrään ruiskutuskoneiden valmistajia ja palveluntarjoajia.
- Kuole ja home Kiina: Toinen merkittävä näyttely, joka keskittyy erityisesti homeen ja suulakkeen valmistukseen, joka on olennainen osa ruiskuvalua.
- Canton Fair (Kiinan tuonti- ja vientimessut): Vaikka Laajempi näyttely kattaa melkein kaikki tuoteryhmät, Canton Fairilla on usein merkittävä osio, joka on omistettu koneisiin ja teollisuustuotteisiin, joissa injektiomuovausyritykset osoittavat.
- Teollisuuskohtaiset messut: Tuotteestasi (esim. Autoosat, lääkinnälliset laitteet) riippuen Kiinassa voi olla erikoistuneita messuja, joista löydät valmistajia, joilla on asiaankuuluvaa asiantuntemusta ja sertifikaatit.
-
Lähetykset ja verkot:
- Teollisuusyhteydet: Hyödynnä ammatillista verkkoasi. Kysy kollegoilta, teollisuuden ikäisiltä tai konsultteilta heidän positiivisten kokemustensa perusteella suosituksia.
- Agentit/konsultit: Kokeneet hankintaasiamiehet tai konsultit, joilla on vahva läsnäolo ja verkosto Kiinassa, voivat tarjota arvokasta apua. Heillä on usein ennakkohannetut luettelot luotettavista toimittajista ja ne voivat kallistaa kulttuuri- ja viestintävajeet.
Due Diligence: Toimittajan ominaisuuksien ja kokemuksen tarkistaminen:
Kun sinulla on luettelo potentiaalisista kumppaneista, tiukka due diligence on kriittinen. Älä luota pelkästään online -profiileihin.
-
Pyydä kattavia yritystietoja:
- Liiketoimintalisenssi ja rekisteröinti: Pyydä jäljennös heidän virallisesta yrityslisenssistä. Varmista sen legitiimiys Kiinan virallisten hallitusten tietokantojen (esim. Kansallinen yritysluottotietojen julkisuusjärjestelmä - NECIPS). Tämä vahvistaa, että ne ovat laillisesti rekisteröity yhteisö.
- Sertifikaatit: Pyydä kopioita asiaankuuluvista sertifikaatista (ISO 9001, ISO 13485, IATF 16949 jne.) Ja tarkista niiden aitous liikkeeseenlaskijoiden kanssa, jos mahdollista.
- Vie lisenssi: Varmista, että heillä on tarvittavat lisenssit tavaroiden viemiseksi Kiinasta.
- Yritysprofiili ja historia: Ymmärrä heidän liiketoiminnan, yrityksen koon, työntekijöiden lukumäärä ja päämarkkinat. Pidempi toimintahistoria osoittaa usein vakautta.
-
Arvioi valmistusominaisuudet:
- Laitteiden luettelo: Pyydä yksityiskohtainen luettelo heidän koneistaan, mukaan lukien ruiskuvalukoneiden vetoisuus, tuotemerkit ja ikä. Tämä osoittaa heidän kykynsä ja kykynsä käsitellä osan kokoasi.
- Työkaluominaisuudet: Kysy, onko heillä sisäinen muotisuunnittelu- ja valmistusominaisuudet vai ulkoistavatko ne. Sisäinen työkalu tarjoaa usein paremman hallinnan laadun ja läpimenoaikojen suhteen.
- Tuotantokapasiteetti: Keskustele heidän päivittäisestä/kuukausittaisesta tuotantokapasiteetistaan, joka on merkityksellinen projektisi määrään.
- Aineellinen kokemus: Vahvista heidän kokemuksensa erityisistä muovimateriaaleista, joita aiot käyttää.
- Toissijaiset toiminnot: Kysy heidän kyvystään post-pienentämisprosesseihin, kuten kokoonpano, maalaus, painatus, ultraäänihitsaus jne. Tarvittaessa.
- Näyteosat: Pyydä näytteitä osista, jotka he ovat aiemmin muovautuneet (mieluiten samanlainen tai materiaali kuin sinun). Tämä antaa sinulle konkreettisen käsityksen heidän laadustaan.
-
Arvioi laadunvalvontajärjestelmät:
- QMS -dokumentaatio: Pyydä heidän laadunhallintajärjestelmänsä (QMS) käsikirja tai menettelyt, erityisesti saapuvan materiaalin tarkastuksen, prosessin sisäisen valvonnan ja lopullisen tarkastuksen kanssa.
- Tarkastuslaitteet: Kysy heidän tarkastustyökaluistaan (CMM, paksuus, mittarit, optiset vertailut).
- Jäljitettävyys: Ymmärrä heidän järjestelmänsä materiaalien ja tuotantoerojen seuraamiseksi.
- Vianhallinta: Kuinka ne tunnistavat, dokumentoivat ja ratkaisevat laatuongelmia?
- Kolmannen osapuolen tarkastukset: Harkitse kolmannen osapuolen tarkastusyrityksen palkkaamista tehdasaudannin suorittamiseksi. Tämä tarjoaa objektiivisen arvion niiden tiloista, prosesseista ja laatujärjestelmistä.
-
Taloudellisen vakauden tarkistus (jos mahdollista): Vaikka taloudellisesti vakaa toimittaja on vaikeampaa saada, se lopettaa vähemmän todennäköisesti toiminnan. Hankintaasiamies tai kauppaluottovirasto voi pystyä tarjoamaan joitain näkemyksiä.
-
Viitteet: Pyydä viitteitä olemassa olevilta tai aiemmilta kansainvälisiltä asiakkailta ja ota heihin yhteyttä tiedustellakseen heidän kokemustaan laadusta, toimituksesta, viestinnästä ja ongelmanratkaisusta.
Viestintä ja kulttuuriset näkökohdat:
Tehokas viestintä on ensiarvoisen tärkeää menestykselle ja potentiaalisten haasteiden voittamiselle työskennellessään kiinalaisten valmistajien kanssa.
-
Kieliesteet:
- Englanninkielinen taito: Vaikka monet kiinalaiset yritysammattilaiset puhuvat englantia, pätevyyden tasot vaihtelevat. Käytä selkeää, tiivistä kieltä. Vältä slängiä, žargonia ja liian monimutkaisia lauseita.
- Kirjallinen viestintä: Mieluummin kirjallinen viestintä (sähköposti, WeChat -viestit) varmistaaksesi selkeän keskustelujen ja päätösten kirjanpidon. Käytä selkeyden vuoksi luotipisteitä ja numeroituja luetteloita.
- Visuaalit: Hyödynnä 3D CAD -malleja, yksityiskohtaisia 2D -piirustuksia toleransseilla, merkittyjä valokuvia ja videoita tietojen välittämiseksi tarkasti. "Kuva on tuhannen sanan arvoinen" on erityisen totta tässä.
- Omistettu yhteyshenkilö: Tavoitteena on luoda suhde tiettyyn, englanninkieliseen yhteyshenkilöön, joka on vastuussa projektistasi.
-
Kulttuuriviivat:
- Guanxi (suhteet): Kiinassa suhteita arvostetaan suuresti liiketoiminnassa. Sijoittamisaika luottamuksen ja suhteiden rakentamiseen ("Guanxi") voi johtaa tasaisempaan toimintaan, suurempaan joustavuuteen ja parempaan tulokseen. Tähän voi kuulua säännöllinen viestintä, kunnioituksen osoittaminen ja joskus jopa sosiaaliset sitoutumiset.
- "Säästö kasvot" (Mianzi): Tämä käsite on ratkaisevan tärkeä. Kiinalainen yrityskulttuuri välttää usein suoraa "ei" tai avointa vastakkainasettelua, jotta ketään "menettämiseen" (hämmennys, arvokkuuden menetys tai maine) aiheuttaen.
- Vaikutukset: "Kyllä" voi joskus tarkoittaa "ehkä", "ymmärrän kysymyksen" tai "yritän". Se ei aina takaa kykyä tai sopimusta.
- Strategia: Ole kärsivällinen ja vahvista ymmärrys. Esitä avoimia kysymyksiä. Sen sijaan, että "voit tehdä tämän?", Kokeile "miten saavutat X?" tai "Mitä haasteita olet usko Y: n kanssa?" Etsi yksityiskohtaisia selityksiä ja toimintakelpoisia suunnitelmia kuin vain yksinkertaista vakuutusta. Vältä julkisesti kritisoida tai haastaa suoraan yhteyshenkilösi; Anna palautetta rakentavasti ja yksityisesti.
- Hierarkia: Kunnioita komentoketjua. Päätökset tulevat usein korkeammalle. Ymmärrä, kuka päätöksentekijät ovat ja yritä rakentaa suhdetta heidän kanssaan.
- Kärsivällisyys ja pitkäaikainen näkymä: Menestyvän valmistussuhteen rakentaminen Kiinassa vie usein aikaa. Ole kärsivällinen, sijoita suhteeseen ja keskity pitkäaikaiseen molemminpuoliseen hyötyyn eikä puhtaasti tapahtumaan vuorovaikutukseen.
- Neuvottelutyyli: Ole valmis erilaiseen neuvottelutyyliin. Joskus alkuperäiset lainaukset voivat olla korkeat, odottaen neuvotteluja. Keskity win-win-tuloksiin.
Prototyyppien ja työkalu
Ennen sukellusta massatuotantoon kaksi kriittistä vaihetta injektiomuovausmatkassa ovat prototyyppien määritys ja työkalu. Nämä vaiheet ovat tärkeitä suunnittelun validoimisessa, valmistettavuuden varmistamisessa ja tehokkaan, korkealaatuisen tuotannon valmistuksessa.
Prototyyppien rooli injektiomuovauksessa:
Prototyyppi on tuotteen tai sen komponenttien alustavien fysikaalisten mallien luominen. Injektiomuovausta varten prototyypit tarjoavat useita elintärkeitä funktioita:
-
Suunnittelun validointi ja hienosäätö:
- Muoto, sovitus ja toiminto (FFF): Prototyyppien avulla voit fyysisesti arvioida, ovatko osiosi mitat, muoto ja ominaisuudet oikeat, jos se sopii kokoonpanon muiden komponenttien kanssa ja jos se suorittaa suunnitellun toiminnan reaalimaailman ympäristössä.
- Varhainen vian havaitseminen: Monet kokoonpanoon, ergonomiaan tai rakenteelliseen eheyteen liittyvät suunnitteluvirheet tai ongelmat ovat ilmeisiä vain fyysisessä mallissa, ei näytöllä. Näiden varhaisten säästöjen tarttuminen säästää valtavaa aikaa ja kustannuksia alavirtaan.
- Esteettinen arvio: Prototyypit tarjoavat konkreettisen esityksen tuotteen ulkonäöstä, mikä mahdollistaa esteettiset säädöt ennen sitoutumista kalliisiin tuotantotyökaluihin.
-
Kustannustehokkuus:
- Vältä kalliita uusinta: Valmiin tuotantomuotin muokkaaminen on erittäin kallista ja aikaa vievää. Prototyyppi tunnistaa suunnitteluongelmat etukäteen, mikä mahdollistaa edulliset digitaaliset tai nopeat prototyyppien säädöt ennen muotin leikkaamista. "Epäonnistuminen, epäonnistunut halpa."
- Materiaali- ja prosessitestaus: Vaikka prototyypit eivät usein ole valmistettu lopullisesta tuotantomateriaalista tai tuotantomuotista, se voi auttaa validoimaan materiaalikäyttäytymisen näkökohtia tai korostamaan mahdollisia muovaushaasteita.
-
Nopeutettu markkinoille saattamisaika: Virtaviivaistamalla suunnittelun validointiprosessia prototyyppien määrittäminen auttaa vähentämään tuotekehitysjaksoja, jolloin voit tuoda tuotteesi markkinoille nopeammin.
-
Parannettu viestintä ja yhteistyö: Fyysinen prototyyppi toimii yleismaailmallisena kielenä suunnittelijoiden, insinöörien, markkinointiryhmien ja sidosryhmien keskuudessa. Se helpottaa selkeämpiä keskusteluja, kohdistaa odotukset ja varmistaa, että kaikki ovat samalla sivulla lopputuotteesta.
Prototyyppimenetelmät (esineet edeltävä muovaus):
Vaikka "prototyypin ruiskuvalu" (käyttämällä alumiini- tai pehmeitä terästyökaluja pienillä tilavuuksilla) on olemassa, prototyyppien aikaisemmat vaiheet käyttävät usein muita menetelmiä:
- 3D -tulostus (lisäaineen valmistus):
- Edut: Erittäin nopea, kustannustehokas yksittäisille yksiköille tai erittäin pienillä määrillä, mahdollistaa monimutkaiset geometriat, ja iteratiiviset suunnittelumuutokset ovat nopeita.
- Haitat: Materiaalien ominaisuudet eivät tyypillisesti toista todellisia injektiomuovaushartseja (esim. Lujuus, pintapinta, lämpöominaisuudet), jotka eivät sovellu suuriin tilavuuksiin, eivätkä ne voi todella validoida itse injektiomuovausprosessia. Paras varhaismuoto- ja sovitustarkistuksiin.
- CNC -koneistus:
- Edut: Voi saavuttaa erittäin tarkkuuden, toimii laajemman valikoiman tekniikan luokan muoveilla, jotka ovat lähempänä lopullisia tuotantomateriaaleja.
- Haitat: Kalliimpi ja hitaampi kuin 3D -tulostus, etenkin monimutkaisissa osissa; Silti ei vieläkään toista injektiomuovan jännitystä/virtausta.
- Tyhjiövalu (uretaani valu):
- Edut: Hyvä tuottamaan pieniä eriä (10-50 yksikköä) osista, jotka simuloivat tiiviisti injektiovalettuja osia ulkonäön ja tiettyjen mekaanisten ominaisuuksien suhteen käyttämällä silikonimuovia pääkuviosta.
- Haitat: Ei todellisilla ruiskutusmateriaaleilla, voi olla rajoituksia osan koosta ja monimutkaisuudesta, ja se on vain erittäin pienille tilavuuksille.
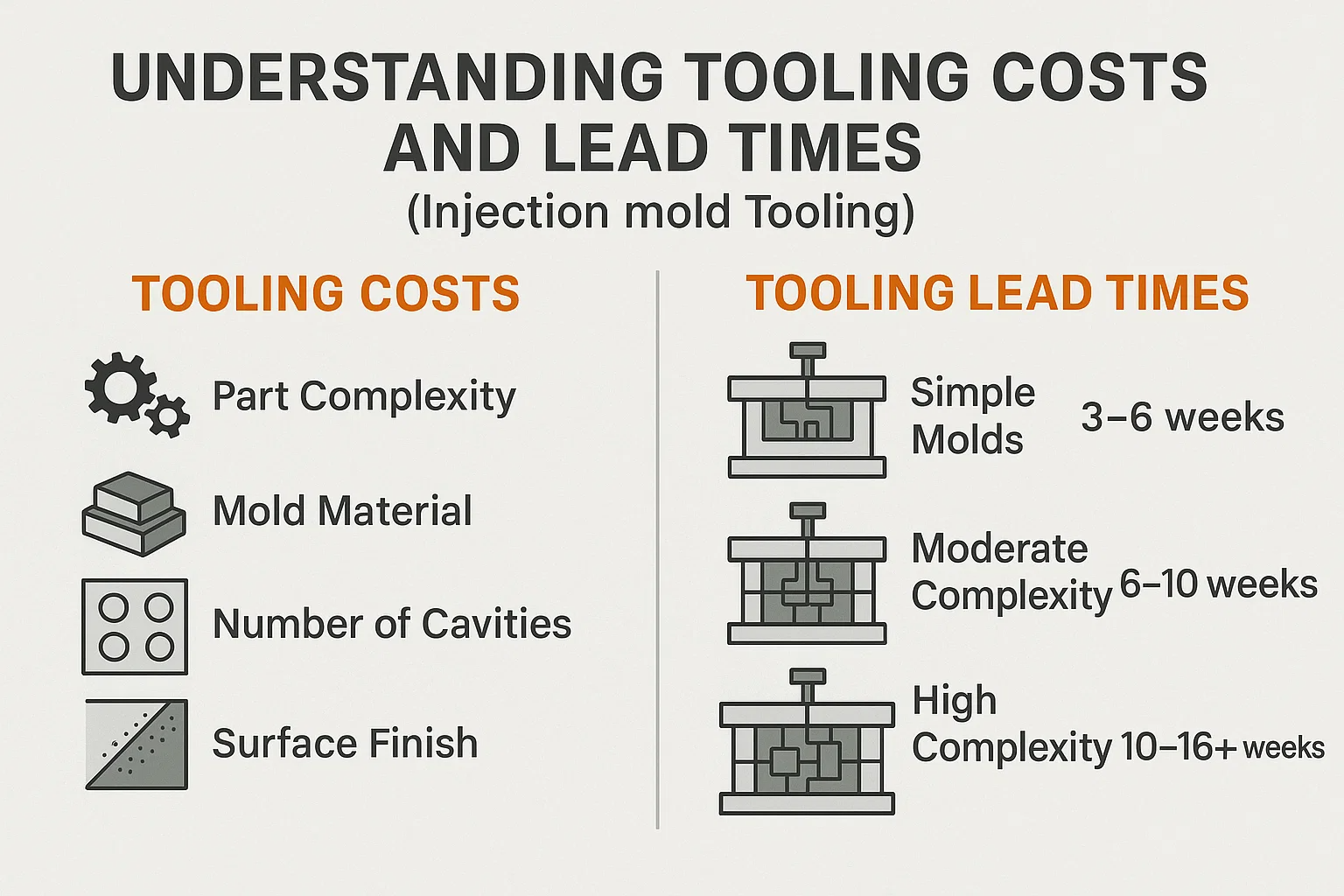
Työkalukustannusten ja läpimenoaikojen ymmärtäminen (injektiomuotin työkalu):
Työkalu tai muotin valmistus on merkittävin etusija investoinnit ruiskuvaluun. Sen kustannusten ja läpimenoaikojen ymmärtäminen on ratkaisevan tärkeää projektisuunnittelussa ja budjetoinnissa.
Työkalukustannukset:
Kuten kustannusanalyysissä aiemmin keskustellaan, muotikustannukset vaikuttavat:
- Osan monimutkaisuus: Monimutkaiset mallit, joissa on tiukat toleranssit, sisäiset ominaisuudet, alitiedot (vaativat dioja/nostimia) tai hienoja tekstuureja, vaativat monimutkaisempia ja kalliimpia muotisuunnitteluja ja koneistusprosesseja (esim. EDM, langan leikkaus).
- Muottimateriaali:
- Alumiini (esim. 7075-T6): Halvempi, nopeampi koneelle, sopiva prototyyppien määrittämiseen tai pienen volyymin tuotantoon (esim. 1 000-10 000 laukausta). Pehmeämpi, joten kuluminen voi olla ongelma suurille määrille.
- P20-teräs (esiharjoitettu): Yleinen kustannus- ja kestävyyden tasapaino, hyvä keskipitkällä volyymituotannolle (esim. 10 000-100 000 laukausta).
- Karkaistu teräs (esim. H13, S7, NAK80): Kallein, mutta tarjoaa erinomaisen kovuuden, kulutuskestävyyden ja pitkäikäisyyden, välttämättömän suuren volyymin tuotannon (esim. 100 000-miljoonia laukauksia) ja osien, jotka vaativat tiukkoja toleransseja tai erinomaisia pintapintaisia.
- Onteloiden lukumäärä: Lisää onteloita lisää alkuperäisiä muotikustannuksia, mutta vähennä osista kustannuksia nopeuttamalla tuotantoa. 4-Cavity-muotti on kalliimpi kuin yksikerroksinen muotti, mutta tuottaa osia neljä kertaa nopeammin.
- Hot Runner vs. Cold Runner System: Kuumien juoksijajärjestelmien rakentaminen on monimutkaisempaa ja kalliimpaa, mutta eliminoi juoksijajätteet ja voivat vähentää sykli-aikoja tarjoamalla pitkäaikaisia säästöjä suuren määrän tuotantoon. Kylmät juoksijamuottit ovat yksinkertaisempia ja halvempia etukäteen.
- Pintapinta: Korkea kiiltävä tai kuvioidut viimeistelyt vaativat monimutkaisempaa homeen kiillotusta tai etsausta lisäämällä kustannuksia.
- Muotin koko: Suuremmat osat vaativat suurempia muotteja, jotka kuluttavat enemmän terästä ja vaativat enemmän koneistusaikaa.
- Toimittajan yleiskustannukset ja voittomarginaali: Ne vaihtelevat valmistajien välillä.
Työkalujen läpimenoajat:
Kiinan muotin valmistuksen läpimenoajat voivat vaihdella merkittävästi monimutkaisuuden perusteella:
- Yksinkertaiset muotit (yksiontelo, perusgeometria, alumiini/P20 -teräs): Voi vaihdella 3-6 viikkoa .
- Kohtalainen monimutkaisuus (monikerros, jotkut alitiedot, p20 teräs): Tyypillisesti 6-10 viikkoa .
- Korkea monimutkaisuus (monikerros, kuuma juoksija, kompleksit aliarvioi, kovettunut teräs): Voi ottaa 10-16 viikkoa .
Nämä läpimenoajat sisältävät suunnittelun, materiaalien hankkimisen, koneistus-, kokoonpanon ja alkuperäisen testauksen (T0 -koe). On ratkaisevan tärkeää saada selkeä aikajana toimittajaltasi ja ottaa se huomioon projektikyselyyn. Työkalujen viivästykset vaikuttavat suoraan markkinoille.
Valmistettavuussuunnittelu (DFM) -näkökohdat:
Valmistettavuuden (DFM) suunnittelu, jota usein kutsutaan muovattavuuden suunnitteluksi ruiskuvalun yhteydessä, on käytäntö, että tuotteen suunnittelua voidaan optimoida, jotta se olisi helpompaa, kustannustehokkaampaa ja luotettavampaa valmistuksen avulla tietyn prosessin avulla. DFM: n osallistuminen kiinalaisen kumppanisi kanssa varhaisessa vaiheessa suunnitteluvaiheessa on ensiarvoisen tärkeää.
Injektiomuovan tärkeimmät DFM -näkökohdat sisältävät:
- Tasainen seinämän paksuus:
- Periaate: Pidä tasainen seinämän paksuus koko osassa niin paljon kuin mahdollista.
- Miksi: Epätasainen seinämän paksuus aiheuttaa epäjohdonmukaista jäähdytystä ja kutistumista, mikä johtaa virheisiin, kuten vääntymiseen, pesuallasmerkeihin (masennuksiin) ja sisäisiin jännityksiin. Se tekee myös muotin täyttämisestä haastavamman.
- Miten: Jos variaatiot ovat väistämättömiä, tee siirtymistä asteittain (esim. Käytä fileitä).
- Luonnoskulmat:
- Periaate: Lisää pieni kapeneva kaikkiin pystysuuntaisiin seiniin (pinnat, jotka ovat yhdensuuntaisia muotin avaussuuntaa).
- Miksi: Antaa osan poistua helposti muotista tarttumatta, naarmuuntumista tai muodonmuutoksia. Ilman riittävää vetoa osat voivat juuttua, mikä vaatii liiallista poistovoimaa, joka vahingoittaa sekä osaa että muottia.
- Suositus: Vähintään 0,5-1 astetta sivua kohden suositellaan usein sileille pinnoille, lisää (esim. 2-5 astetta), joita tarvitaan kuvioituihin pintoihin tai syviin ominaisuuksiin.
- Säteet ja fileet (pyöristetyt kulmat):
- Periaate: Vältä teräviä sisäisiä ja ulkoisia kulmia. Käytä sen sijaan runsas säteet (pyöristetyt ulkokulmat) ja fileet (pyöristetyt sisäkulmat).
- Miksi: Terävät kulmat aiheuttavat stressipitoisuuksia (pisteitä, joissa stressi kertyy), mikä voi johtaa osan rikkoutumiseen poistojen aikana tai käytössä. Ne myös estävät muovivirtausta, lisäävät muotin kulumista ja voivat olla vaikeaa koneistaa. Fileet edistävät sujuvampaa materiaalivirtaa ja vähentävät stressiä.
- Suositus: Sisäisen säteen tulisi mieluiten olla vähintään 0,5 -kertainen seinämän paksuus ja ulkoinen säde 1,5 -kertainen seinämän paksuus.
- Minimointi Aliprotegs:
- Periaate: Aliprofiili on mikä tahansa ominaisuus, joka estää osan vetoa suoraan muotista aukkoa pitkin (esim. Reikä sivulla, pidike, napsautusominaisuus).
- Miksi: Alitiedot vaativat ylimääräisiä, kalliita muottimekanismeja, kuten dioja (sivutoimenpiteitä), nostimia tai ydinvettä, jotta osan poistetaan. Nämä lisäävät muotin monimutkaisuutta, kustannuksia ja huoltoa.
- Kuinka lieventää:
- Uudelleensuunnittelu: Voidaanko ominaisuutta siirtää tai suunnitella uudelleen muotin avaussuuntaan mukaisesti?
- Ydinpuu/dioja: Jos olen välttämätön, hyväksy lisätyt työkalukustannukset ja monimutkaisuus.
- Bump-off: Hyvin pienille, joustaville alituotteille (esim. Pienten piikkiominaisuuksien) osa voi muodostua hiukan "bump-off" -ominaisuuteen ilman sivutoimintaa, mutta tämä on huolellinen suunnittelu ja materiaalin valinta.
- Portin sijainti:
- Periaate: Portin strateginen sijoittaminen (missä muovi tulee muotin onteloon) on ratkaisevan tärkeää.
- Miksi: Vaikuttaa materiaalin virtaukseen, täyttökuvioon, hitsausviivojen potentiaaliin, pesuallasmerkeihin ja portin jäännökseen (pieni merkki jäljellä, josta juoksija poistetaan).
- Näkökohdat: Tyypillisesti asetetaan osan paksimpaan osaan asianmukaisen täyteaineen ja pakkaamisen tai ei-kosmeettisen alueen varmistamiseksi. Muotin virtausanalyysiohjelmisto voi simuloida optimaalista portin sijoittelua.
- Ejektoritapin sijoittelu:
- Periaate: Aseta ejektorin nastat alueille, jotka eivät vaaranna estetiikkaa tai toiminnallisuutta, ihannetapauksessa jäykissä ominaisuuksissa tai missä merkinnät ovat hyväksyttävää.
- Miksi: Varmistaa sujuvan poistoa ilman muodonmuutosta tai vahingoittamatta osaa.
- Näkökohdat: Varmista, että käytetään riittävästi ejektoritappeja, etenkin kylkiluiden tai pomojen lähellä, ejektiovoiman jakamiseksi tasaisesti.
- Kylkiluut ja pomot:
- Periaate: Lisää kylkiluita lisää lujuutta ja jäykkyyttä lisäämättä yleistä seinämän paksuutta. Pomot ovat lieriömäisiä ulkonemia, joita käytetään kiinnittämiseen, kiinnittämiseen tai paikannukseen.
- Miksi: Materiaalin tehokas käyttö rakenteelliseen eheyteen.
- Design: Kylkiluun paksuuden tulisi tyypillisesti olla 40-60% nimellis seinämän paksuudesta pesuallasmerkkien välttämiseksi. Pomot tulisi suunnitella riittävällä luonnos- ja koristetulla keskuksella tasaisen seinämän paksuuden kannalta.
- Toleranssit:
- Periaate: Määritä toleranssit vain niin tiukasti kuin toiminnallisesti välttämättömät.
- Miksi: Erittäin tiukat toleranssit lisäävät muotikustannuksia, työkalujen läpimenoaika, tuotantovaikeudet ja tarkastuskustannukset.
- Näkökohdat: Keskustele saavutettavissa olevista toleransseista valmistajan kanssa materiaalin, osan koon ja homeen tyypin perusteella.
Tuotannon ja logistiikan hallinta
Kun muotisi on viimeistelty ja hyväksytty, ja tuotanto alkaa, painopiste siirtyy valmistusprosessin valvomiseen ja valmiiden osien tehokkaan ja kustannustehokkaan toimittamisen varmistamiseen. Tuotannon aikataulujen, kuljetusten ja tullien hallinta voi olla monimutkaista, mutta asianmukaisella suunnittelulla ja viestinnällä se on hallittavissa oleva prosessi.
![]()
Tuotannon aikataulut ja läpimenoajat:
Tuotannon läpimenoaikojen vaikuttavien tekijöiden ymmärtäminen on välttämätöntä realististen odotusten asettamisessa ja toimitusketjun suunnittelussa.
- Työkalujen läpimenoaika (kuten keskusteltiin): Tämä on alkuperäinen, usein pisin läpimenoaika. Kun muotti on valmis ja validoitu, todellinen osatuotanto voi olla erittäin nopea.
- Tuotantomäärä:
- Matalasta keskimääräiseen tilavuuteen: Pienemmille ajoille (esim. Muutama tuhatta - kymmeniä tuhansia osia) tuotanto saattaa olla valmis muutamassa päivässä pariin viikkoon riippuen osan monimutkaisuudesta ja muotin onteloiden lukumäärästä.
- Suuri volyymi/massatuotanto: Satojen tuhansien tai miljoonien osien aikana tuotanto on jatkuva prosessi. Kun taas kierto -aika osa on erittäin nopea, yleinen tuotanto voi kestää viikkoja tai kuukausia. Valmistajat ajoittavat tuotannon usein tietyillä koneilla ja muutoksissa.
- Osan monimutkaisuus ja sykli aika: Yksinkertaisempia osia, joilla on lyhyemmät sykli -ajat, tuotetaan luonnollisesti nopeammin kuin monimutkaiset osat, jotka vaativat pidempää jäähdytystä tai monimutkaisia toissijaisia toimintoja.
- Materiaalin saatavuus: Varmista, että valitsemasi materiaali on helposti käytettävissä viivästysten välttämiseksi. Joillakin erikoistuneilla tai räätälöityillä materiaaleilla voi olla pidempiä läpimenoaikoja hartsin toimittajasta muovaustehtaalle.
- Toissijaiset toiminnot: Jos osasi vaativat post-mullistusprosesseja, kuten maalausta, tulostamista, kokoonpanoa tai erikoistuneita pakkauksia, nämä lisäävät kokonaistuotannon läpimenoaikaa. Varmista, että nämä otetaan huomioon lainattuun aikajanaan.
- Laadunvalvontamenettelyt: Myös prosessin sisäisten ja lopullisten laatutarkastusten laajuus ja tiukennus vaikuttavat myös kokonaistuotannon aikatauluun.
- Tehtaan kuormitus ja aikataulu: Valmistajan nykyisellä tuotantojonolla ja kapasiteetilla on merkittävä rooli. Keskustele aina arvioiduista läpimenoaikoista toimittajan kanssa ja pyydä yksityiskohtaista tuotantoaikataulua.
- Lomat: Kiinan kansallislomat (etenkin Kiinan uusi vuosi, Golden Week ja Dragon Boat Festival) voivat aiheuttaa merkittäviä tehtaan sammutuksia ja logistisia viiveitä. Suunnittele tuotantoohjelmasi näiden ajanjaksojen ympärille.
Strategiat tuotannon aikataulujen hallintaan:
- Selkeä viestintä: Pidä jatkuvaa ja selkeää viestintää toimittajan kanssa. Pyydä säännöllisiä päivityksiä tuotannon tilasta, mukaan lukien valokuvat tai videot tuotantolinjasta.
- Yksityiskohtainen tuotantoohjelma: Pyydä Gantt -kaavio tai yksityiskohtainen aikajana jokaiselle tuotantovaiheelle.
- Tärkeimmät suorituskyvyn indikaattorit (KPI): Sovita erityisiä KPI -arvoja, kuten päivittäinen tuotantotuotanto, vika- ja toimituspäivät.
- Pre-tuotantokokous: Pidä perusteellinen esituotantokokous (virtuaalinen tai henkilökohtainen) kaikkien eritelmien, laatustandardien ja aikataulujen tarkistamiseksi ennen tuotannon alkamista.
- Varaussuunnittelu: Rakenna aina jonkin verran puskuriaikaa aikatauluun odottamattomien viivästysten saavuttamiseksi (esim. Materiaalipula, koneiden hajoamiset, laatuongelmat, lähetysviiveet).
Toimitus- ja logistiikka -näkökohdat tuonnissa Kiinasta:
Tavaroiden tuonti Kiinasta liittyy useita vaiheita ja vaatii huolellista suunnittelua varmistaaksesi, että tuotteesi saapuvat turvallisesti, ajoissa ja budjetin puitteissa.
-
Incoterms (kansainväliset kaupalliset ehdot): Nämä ovat maailmanlaajuisesti tunnustettuja ehtoja, jotka selventävät ostajien ja myyjien vastuita myyntisopimusten mukaisten tavaroiden toimittamisesta. Tärkeää sen määrittämiseksi, kuka maksaa siitä, mistä ja kuka on vastuussa merenkulun eri vaiheissa.
- Exw (ex teos): Ostaja on vastuussa kaikista kustannuksista ja riskeistä tehdasportista eteenpäin. Halvin yksikköhinta tehtaalta, mutta monimutkaisin ostajalle.
- Fob (ilmainen aluksella): Myyjä (tehdas) on vastuussa tavaroiden toimittamisesta nimettyyn lähetyssatamaan ja lataamalla ne alukselle. Ostaja olettaa
- CIF (kustannukset, vakuutus ja rahti) / CFR (kustannukset ja rahti): Myyjä maksaa kuljetus- ja vakuutuskustannukset (CIF) tai vain kuljetus (CFR) nimetylle määränpäälle. Riskinsiirrot ostajalle, kun tavarat on ladattu alukseen alkuperämaassa. Vähemmän hallintaa ostajalle.
- DDP (toimitettu velvollisuus): Myyjä on vastuussa kaikista kustannuksista ja riskeistä, mukaan lukien tullien selvitys ja tuontitullit, kunnes tavarat toimitetaan ostajan määritettyyn määränpäähän. Kätevin ostajalle, mutta myyjän hinta on korkeampi.
- Suositus: Useimmille yrityksille, FOB on hyvä tasapaino, joka tarjoaa kustannusten hallintaa samalla kun tehdas käsittelee alkuperäistä jalkaa. Jos olet uusi tuonti, DDP Tarjoaa yksinkertaisuuden, mutta usein toimittajan välittämät korkeammat kustannukset.
-
Toimitusmenetelmän valitseminen:
- Merirahti (valtameren rahti):
- Edut: Kustannustehokkain suurille tilavuuksille, raskaalle tai tilaa vievälle tavaroille. Ympäristöystävällisempi.
- Haitat: Pitkät kauttakulkuajat (tyypillisesti 3–6 viikkoa Pohjois-Amerikkaan/Eurooppaan sekä tulliresuhteluun). Vähemmän joustava.
- FCL (täydellinen säiliökuorma): Maksat ja käytät koko lähetysastiaa (20 jalkaa tai 40 jalkaa). Kustannustehokkain yksikköä kohti suurille tilavuuksille.
- LCL (vähemmän kuin säiliökuorma): Tavarajasi jakavat konttitilat muiden lähetysten kanssa. Kustannustehokas pienemmille tilavuuksille, jotka eivät riitä koko säiliön täyttämiseen, mutta usein hieman pidemmillä kauttakulku- ja käsittelyaikoilla.
- LIRKUSTI:
- Edut: Nopein kuljetusaika (tyypillisesti 3-7 päivää). Ihanteellinen kiireellisille lähetyksille, arvokkaille tavaroille tai pienille, kevyille tuotteille.
- Haitat: Merkittävästi kalliimpi kuin meri. Kustannukset perustuvat painoon tai tilavuuspainoon sen mukaan kumpi on suurempi.
- Express Courier (esim. DHL, FedEx, UPS):
- Edut: Nopein (1-5 päivää), ovelta ovelle -palvelu, käsittelee usein tullilaskelua sinulle. Ihanteellinen näytteille, prototyypeille tai erittäin pienille, kiireellisille lähetyksille.
- Haitat: Kallein, sopimattomat suuremmille tai raskaammille lähetyksille kustannusten vuoksi.
- Merirahti (valtameren rahti):
-
Rahtiohjaimet:
- Rooli: Rahtivalvojat ovat logistiikka -asiantuntijoita, jotka käsittelevät kansainvälisen merenkulun monimutkaisuutta. He varaavat rahtitilaa, valmistelevat dokumentaatiota, hallinnoivat tullivelvennyä ja järjestävät sisämaan kuljetusta.
- Edut: Yksinkertaista prosessia, neuvottele usein paremmista hinnoista irtotavarana ja tarjoa asiantuntemusta navigointia koskevissa säännöksissä.
- Suositus: Ellei sinulla ole merkittävää kokemusta ja äänenvoimakkuutta, hyvämaineisen rahdinhoitolaitteen (joko Kiinassa tai kotimaassa) käyttäminen on erittäin suositeltavaa.
-
Pakkaus:
- Merkitys: Oikea pakkaus on ratkaisevan tärkeää osien suojaamiseksi kuljetuksen aikana.
- Näkökohdat: Käytä tukevia laatikoja, sopivia sisäpakkauksia (esim. Kuplakääri, vaahtolaitteet, mukautetut lokerot) naarmujen tai vaurioiden estämiseksi ja varmista suurempien lähetysten lava -auto. Merkitse selvästi kaikki laatikot tuotetiedot, määrät ja käsittelyohjeet.
Tulli- ja tuontitullit:
Tullesääntöjen navigointi ja tuontitulleiden laskeminen on kriittinen ja usein monimutkainen osa tuonnia Kiinasta.
-
Harmonisoidut järjestelmän (HS) koodit:
- Merkitys: Jokainen kansainvälisesti tuotu tuote luokitellaan tietyllä HS -koodilla. Tämä säännöstö määrää kohdemaassa sovellettavat tuontitullit ja määräykset.
- Toiminta: Työskentele toimittajan ja/tai rahti -huolitsijan kanssa määrittääksesi oikean HS -koodin muovi -injektiovalettujen osien oikean HS -koodin. Virheellinen luokittelu voi johtaa viivästyksiin, sakkoihin tai virheellisiin maksuihin. Muovituotteiden yleiset HS -koodit alkavat yleensä luvusta 39 (muovit ja sen artikkelit).
-
Tullin arvostus:
- Periaate: Työtodistukset lasketaan tyypillisesti tavaroiden "tulliarvon" perusteella, joka yleensä sisältää tavaroiden kustannukset, joskus saapuvat rahti ja vakuutukset, incotermista riippuen.
-
Tuontitullit (tariffit):
- Maakohtainen: Tuvustot vaihtelevat merkittävästi tuontiloissa ja erityisessä HS -koodissa.
- Kauppasopimukset: Tarkista, onko maassasi Kiinan kanssa vapaakauppasopimuksia (FTAS), jotka saattavat vähentää tai poistaa tiettyjen tavaroiden tulleja.
- Lisätutkimukset: Ole tietoinen kaikista ylimääräisistä tariffeista, kuten Yhdysvaltojen 301 §: n tariffit tiettyihin kiinalaisiin tavaroihin (mukaan lukien monet muovituotteet ja työkalut). Nämä voivat lisätä merkittävästi maa -aineita. Vuoden 2024 lopusta / vuoden 2010 puolivälistä lähtien nämä tariffit ovat edelleen voimassa monissa muovi-injektiovalutettuissa tavaroissa ja työkaluissa Kiinasta Yhdysvaltoihin. On välttämätöntä ottaa nämä huomioon kustannuslaskelmasi.
- Toiminta: Kysy maasi tullisivustolta (esim. USITC Yhdysvalloista, kansallisesta tullivirastosta) tai tullivälittäjältä saadaksesi ajan tasalla olevat tullikorot HS-koodillesi ja alkuperämaan.
-
Arvonlisävero (ALV) / Tavaroiden ja palveluiden vero (GST):
- Merkitys: Useimmat maat perivät tuontituotteiden arvonlisäveron tai GST: n, joka on yleensä laskettu tulliarvoon plus kaikki tehtävät. Tämä on yleensä arvonlisäveron rekisteröidyt yritykset.
-
Vaadittava dokumentaatio:
- Kaupallinen lasku: Tapahtuman yksityiskohtainen asiakirja, mukaan lukien myyjä/ostajatiedot, tuotekuvaus, määrä, yksikköhinta, kokonaisarvo ja incotermit.
- Pakkausluettelo: Erittelee kunkin paketin sisällön, mukaan lukien painot ja mitat.
- Laskujen lasku (meri rahtia varten) / Air Waybill (lentoliikenteelle): Kuljetussopimus ja tavaroiden vastaanotto.
- Alkuperätodistus: Vahvistaa maan, jossa tavarat valmistettiin, tärkeä tulleille ja kauppasopimuksille.
- Muut sertifikaatit: Tuotteesta riippuen saatat tarvita materiaalitodistuksia, turvallisuuden vaatimustenmukaisuusasiakirjoja (esim. CE, ROHS, FDA) tai testikertomuksia.
-
Tullivälittäjät:
- Rooli: Lisensoidut ammattilaiset, jotka ovat erikoistuneet tulliryhmään. He valmistelevat ja toimittavat dokumentaatiot, laskevat tehtävät ja kommunikoivat tulliviranomaisten kanssa puolestasi.
- Edut: REATIIVINEN KOMPESSIVUUDEN TULLISUUNNEN SÄILYTYS, Vältä viiveitä ja varmistaa noudattamisen. Erittäin suositeltava, ellei sinulla ole sisäistä asiantuntemusta.

