
Valmistuksen dynaamisessa maailmassa tuotteiden kysyntä, jotka ovat sekä toiminnallisesti parempia että esteettisesti miellyttäviä, on johtanut merkittäviä innovaatioita. Nykyaikaisten komponenttien on usein yhdistettävä useita materiaaleja - jäykkä rakenne, pehmeä elastomeeri pitoa varten tai kaksi eri väriä tuotemerkkiin - yhden, saumattoman suunnittelun kanssa. Vaikka perinteiset menetelmät luottavat erillisiin tuotanto- ja kokoonpanovaiheisiin, tämän prosessin virtaviivaistamiseen on syntynyt edistyneempi ratkaisu: 2-laukauksen injektiomuovaus.
Johdanto 2-laukauksen injektiomuovaukseen
Mikä on 2-laukauksen injektiomuovaus?
Sen ytimessä, 2-laukauksen injektiomuovaus (tunnetaan myös nimellä kahden kuvan muovaus) on erittäin erikoistunut valmistusprosessi, joka tuottaa yhden, valmiin komponentin kahdesta eri materiaalista yhdessä, jatkuvassa muovausjaksossa. Toisin kuin perinteiset menetelmät, joissa useita osia muovataan erikseen ja sitten koottu, 2-laukaus muovaus yhdistää nämä vaiheet yhteen tehokkaaseen toimintaan. Tämä prosessi on tärkeä tekijä luomalla osia monimutkaisten geometrioiden, integroidujen tiivisteiden, monivärisen estetiikan ja parannetun toiminnallisuuden luomisessa ilman toissijaisen kokoonpanon tarvetta.
Synonyymit: monen laukauksen muovaus ja ylikutaimitus
Vaikka termit käytetään usein keskenään vutaiottelevasti monipuolinen muovaus ja ylikutaimitus on selkeät merkitykset, jotka ovat tärkeitä ymmärtää.
-
Monen laukauksen muovaus: Tämä on laaja luokka, josta 2-laukaus muovaus on yleisin muoto. Se viittaa mihin tahansa injektiomuovausprosessiin, joka käyttää kahta tai useampaa erillistä injektiota eri materiaalista samaan muottiin yhden osan luomiseksi. Kolmen laukauksen tai 4 laukauksen prosessi kuuluisi myös tämän sateenvarjon alle.
-
Ylikuormitus: Tämä on erityinen tekniikka, jossa toinen materiaali injektoidaan olemassa olevaan osaan ("substraatti"). Vaikka 2-laukaus muovaus on eräänlainen ylikuormitus, termi voi myös kuvata prosesseja, joissa substraattiosa tehtiin erikseen ja sijoitetaan sitten manuaalisesti tai robottisesti toiseen muottiin ylikuormitusvaihetta varten. Tärkein ero on, että todellisessa 2-laukauksessa, molemmat materiaalit muovataan peräkkäin samassa konjaksossa, ilman osaa koskaan poistumaan koneesta.
Perusperiaate ja prosessin yleiskatsaus
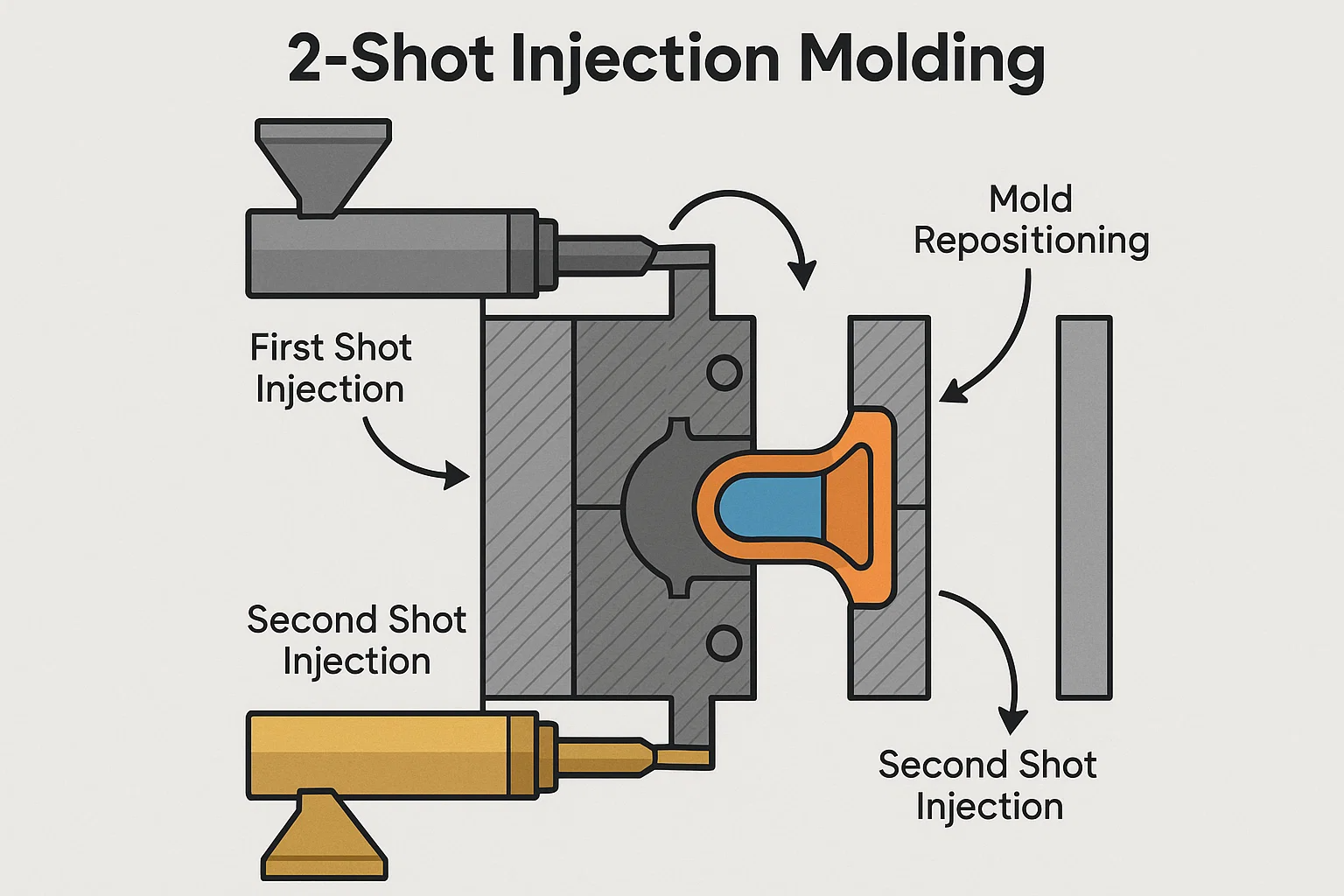
2-laukauksen injektiomuovan perusperiaate on kahden materiaalin peräkkäinen injektio erityisesti suunniteltuun muottiin. Prosessi seuraa yleensä näitä avainvaiheita:
-
Ensimmäinen laukaus injektio: Ensimmäinen materiaali (usein jäykkä muovi) injektoidaan muotin ensisijaiseen onteloon.
-
Muotin uudelleen sijoittaminen: Sitten muotti aukeaa, ja levyn tai ydin pyörii tai siirtää äskettäin muodostetun ensimmäisen laukauksen osan toiseen onteloon.
-
Toinen laukaus injektio: Toinen materiaali (usein pehmeämpi muovi tai eri väri) injektoidaan uuteen onteloon, virtaavat ympäri ja sitoutuen ensimmäisen laukauksen kanssa.
-
Päätös: Kun toinen materiaali on jäähtynyt ja jähmettynyt, valmis, monimateriaali osa poistuu muotista.
Tämä materiaalien saumaton integrointi johtaa korkealaatuiseen, kestävään sidokseen ja lopputuotteeseen, joka on käyttövalmis, eliminoimalla perinteiseen kokoonpanoon liittyvä työvoima ja potentiaali.
Historia ja kehitys
2-laukauksen muovaus jäljittää 1900-luvun puoliväliin, jota ohjaa tarve luoda hienostuneempia muovituotteita. Varhaiset menetelmät olivat usein raa'at ja rajoittivat sekä materiaalien että koneiden ominaisuudet. Prosessin todellinen kehitys alkoi erikoistuneiden injektiomuovauskoneiden kehittämisellä, joissa on kiertolevyjä ja ydinpalaustekniikkaa. Nämä edistykset yhdistettynä jatkuviin polymeeritieteiden innovaatioihin, jotka ottivat käyttöön laajemman yhteensopivien materiaalien valikoiman, ovat muuttaneet 2-laukauksen muovaamisen kapeasta tekniikasta laajalti hyväksyttyyn, välttämättömäksi valmistusratkaisuksi lukemattomille teollisuudenaloille.
2-laukauksen injektiomuovauksen edut
Strateginen valinta 2-laukauksen injektiomuovan käyttämiseen ylittää pelkän teknisen hienostuneisuuden; Se tarjoaa joukon konkreettisia etuja, jotka voivat dramaattisesti vaikuttaa tuotteen suorituskykyyn, kustannustehokkuuteen ja markkinoiden vetoomukseen. Integroimalla kaksi erillistä valmistusvaihetta yhdeksi, saumattomaksi prosessiin, 2-laukaus muovaus ratkaisee monet monikomponenttisiin tuotteisiin liittyvät haasteet.
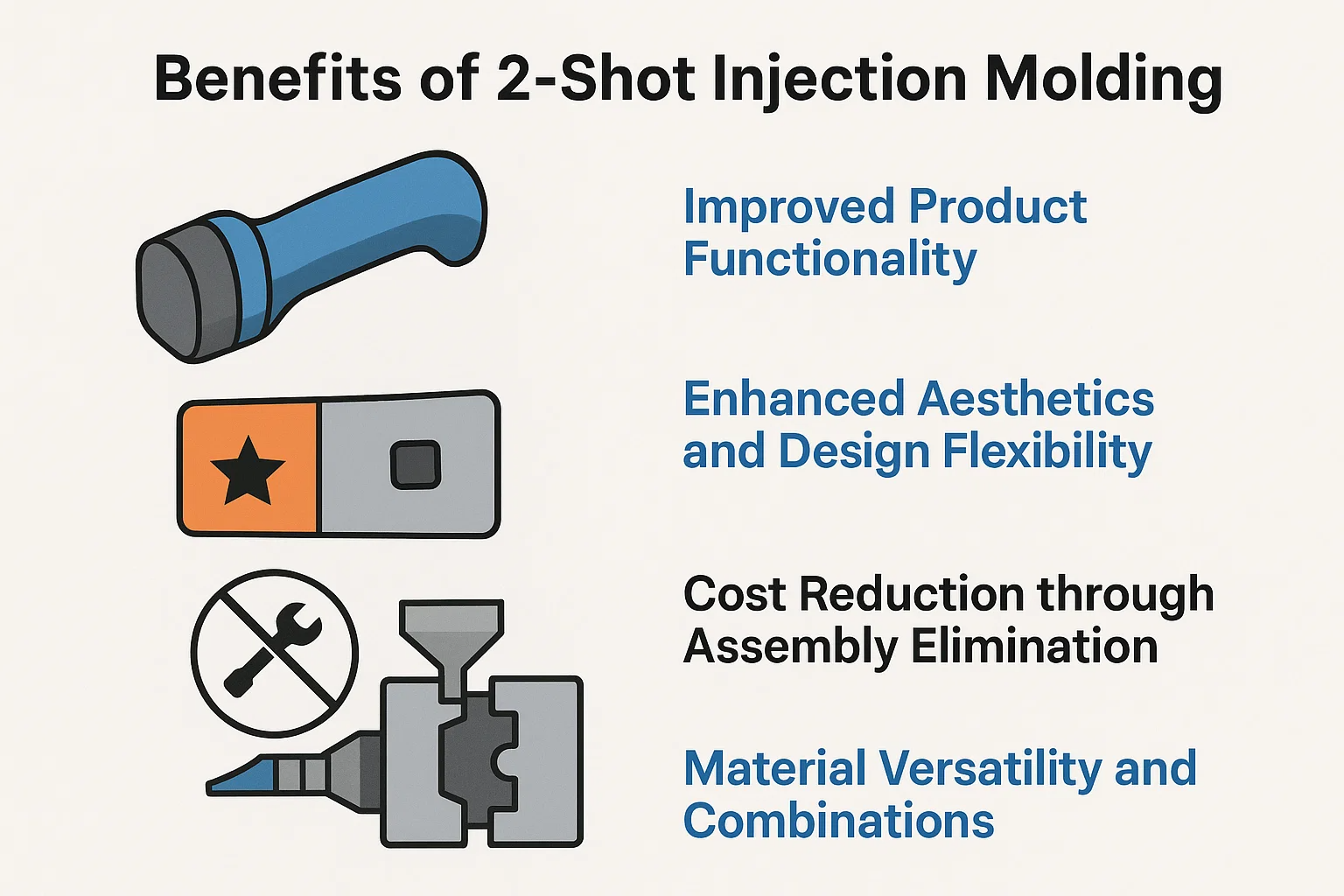
Parannettu tuotetoiminto
Yksi 2-laukauksen muovauksen merkittävimmistä eduista on sen kyky parantaa tuotteen toiminnallisuutta yhdistämällä materiaalit, joilla on erilaiset ominaisuudet. Esimerkiksi jäykkä kestomuovi voi muodostaa tuotteen rakenteellisen rungon, kun taas pehmeä kestomuovinen elastomeeri (TPE) on ylikuormitettu sen päälle, jotta luodaan mukava, liukumaton pito. Tämä tekniikka on välttämätön sähkötyökaluille, kulutuselektroniikalle ja lääketieteellisille instrumenteille, joissa ergonomia ja kosketustunto ovat kriittisiä. Lisäksi prosessi on ihanteellinen integroitujen tiivisteiden, tiivisteiden ja elävien saranojen luomiseen, jotka parantavat tuotteen kestävyyttä, vedeneristystä ja yleistä suorituskykyä ilman erillisiä komponentteja, jotka voivat epäonnistua ajan myötä.
Parannettu estetiikka ja suunnittelun joustavuus
2-laukaus muovaus tarjoaa vertaansa vailla olevan suunnittelun joustavuuden, jolloin insinöörit ja suunnittelijat voivat toteuttaa monimutkaisempia ja visuaalisesti houkuttelevia tuotteita. Injektoimalla kaksi erilaista materiaalia samaan muottiin, prosessi voi luoda monimutkaisia logoja, tuotemerkkejä tai värikoodattuja ominaisuuksia, jotka ovat pysyvästi sitoutuneet osaan. Tämä eliminoi maalaamisen, tyynyn tulostamisen tai merkinnän tarpeen, joka voi haalistua tai sirua. Kyky luoda erilaisia tekstuureja yhdelle pinnalle - kuten sileä kiiltävä viimeistely kuvioidun mattakahvan vieressä - nostaa myös tuotteen havaittua laatua ja esteettistä arvoa.
Kustannusten vähentäminen kokoonpanon poistamisen kautta
Ehkä kaikkein pakottavin liiketoimintatapa 2-laukaukselle muovaus on huomattava kustannusvähennys, joka saavutetaan poistamalla toissijainen kokoonpano. Kahden materiaaliosan perinteinen valmistus edellyttäisi kahden erillisen kappaleen muovaamista ja sitten manuaalisesti tai robottisesti liiton, ruuvien tai muiden kiinnittimien avulla. Tämä monivaiheinen prosessi lisää merkittäviä työvoimakustannuksia, vaatii lisälaitteita ja lisää kokoonpanovirheiden riskiä. Tuottamalla viimeistelty, monimateriaalinen osa yhdessä muovausjaksossa, 2-laukaus muovaus ohittaa nämä kulut, mikä johtaa kevyempaan tuotantolinjaan ja alentaa yksikkökustannuksia.
Aineellista monipuolisuutta ja yhdistelmiä
2-laukaus muovaus avaa laajan materiaaliyhdistelmien maailman, jolloin insinöörit voivat valita ihanteelliset ominaisuudet komponentin jokaiselle osalle. Prosessi ei ole rajoitettu jäykäyn muoviin ja pehmeään otteeseen; Se voi yhdistää kaksi erilaista kovaa muovia, kirkasta muovia läpinäkymättömän tai lämpömuotoisen lämpömateriaalin kanssa. Tämä monipuolisuus mahdollistaa osien luomisen, jolla on vahva, jäykkä ydin ja kestävä, joustava ulkopinta tai komponentit, joilla on sekä sähköeristys että lämmönjohtavuusominaisuudet. Tärkeintä on kemiallisesti ja lämpöä koskevien materiaalien valitseminen vahvan, luotettavan sidoksen varmistamiseksi.
Lisääntynyt tuotantotehokkuus
Yhdistämällä useita vaiheita yhdeksi prosessiin 2-laukauksen injektiomuovaus lisää merkittävästi tuotannon kokonaistehokkuutta. Aikaa vievät ja usein työvoimavaltaiset kokoonpano-, kovettamisen tai liiman odottamisen vaiheet poistetaan kokonaan valmistusvirtauksesta. Tämä johtaa nopeampaan sykli -aikaan raaka -aineesta valmiiksi, myytävään tuotteeseen. Virtaviivainen prosessi vaatii vähemmän koneita, vähemmän tehdaspohjatilaa ja pienemmän työvoiman, jotka kaikki edistävät tehokkaampaa ja kannattavampaa valmistustoimintaa.
2-laukauksen injektiomuovausprosessi
2-laukauksen muovaamisen monimutkaisen mekaniikan ymmärtäminen on avain sen tehokkuuden ja tarkkuuden arvostamiseen. Vaikka prosessi voi tuntua monimutkaiselta, se on erittäin kontrolloitu tapahtumajakso, joka johtaa yhteen, täydellisesti integroituun osaan. Alla on yksityiskohtainen erittely vaiheittaisesta prosessista ja sen saavuttamiseen käytetyistä ensisijaisista tekniikoista.
Yksityiskohtaiset vaiheittaiset selitykset
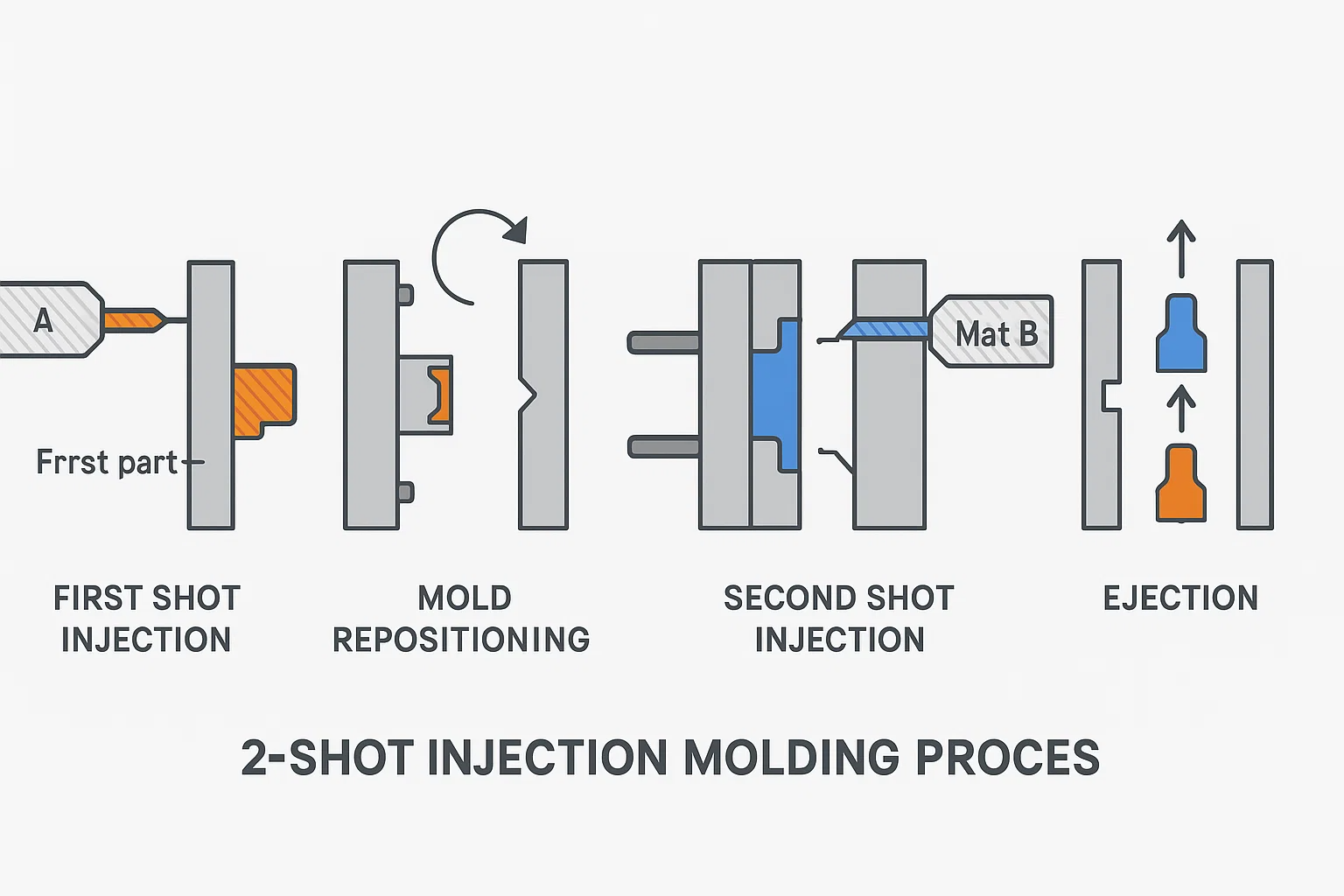
2-laukauksen valettujen osan matka alkaa kahdella erillisellä injektioyksiköllä, jotka syövät erilaisia materiaaleja yhdeksi erikoistuneeksi muotiksi. Prosessi etenee synkronoiduna syklinä:
-
Ensimmäinen laukaus injektio: Prosessi alkaa ensimmäisen materiaalin, usein jäykän kestomuovisen (materiaalin A) injektiolla ensimmäiseen muotin onteloon. Tämä ontelo muodostaa lopullisen osan ytimen tai alustan. Kun materiaali on injektoitu ja riittävä jäähdytysaika on kulunut, ensimmäinen osa kiinteytetään.
-
Muotin uudelleen sijoittaminen: Tämä on syklin tärkein vaihe. Muotti avautuu, ja tarkkuusmekanismi sijoittaa ensimmäisen osan. Tämä tehdään tyypillisesti yhdellä kahdella tavalla: joko muotin pyörivä levy täyttää 180 astetta tai sukkulajärjestelmä siirtää osan. Tärkeintä on siirtää ensimmäisen laukauksen komponentti toiseen tyhjään onteloon, joka on suunniteltu vastaanottamaan sitä. Samanaikaisesti ensimmäinen ontelo esitetään ensimmäiselle injektioyksikölle uudelleen uuden syklin aloittamiseksi.
-
Toinen laukaus injektio: Kun ensimmäinen laukaus osa on nyt turvallisesti toisessa ontelossa, muotti sulkeutuu jälleen. Toinen injektioyksikkö injektoi sitten toisen materiaalin (materiaali B), usein eri väri, pehmeämpi elastomeeri tai toinen yhteensopiva polymeeri ensimmäiseen osaan ympäröivään tilaan. Uudet materiaalisidokset ensimmäiseen osaan, joko kemiallisesti tai mekaanisesti, luomalla lopullinen, integroitu komponentti.
-
Päätös: Kun toinen materiaali on jäähtynyt ja jähmettynyt, muotti avautuu viimeisen kerran. Tyypillisesti nastat työntävät poistumisjärjestelmän, joka on valmis, kahden materiaalin osan muotista. Sykli on valmis, ja kone on valmis aloittamaan uuden.
2-laukauksen muovaustekniikat
Vaikka vaiheittainen prosessi on pohjimmiltaan sama, valmistajat käyttävät erilaisia kone- ja muotikokoonpanoja halutun tuloksen saavuttamiseksi. Kolme yleisintä tekniikkaa ovat:
-
Kiertopöydän muovaus: Tämä on yleisin ja tehokkain menetelmä. Koneen levy on varustettu pyörivällä pöydällä, joka pitää muottia. Ensimmäinen laukaus on tehty muotin toisella puolella. Sitten levy pyörii, kohdistaen ensimmäisen laukauksen osan toiseen injektioyksikköön, kun taas uusi ensimmäisen laukauksen osa on samanaikaisesti muovattu toisella puolella. Tämä samanaikainen tuotanto vähentää merkittävästi sykliä ja on ihanteellinen suuren määrän valmistukseen.
-
Ydin selkämuovaus: Tämä tekniikka käyttää liukuvaa ydintä tai siirrettävää inserttiä yhdessä muotissa. Kun ensimmäinen laukaus on injektoitu, ydin liukuu takaisin luomaan tilan toiselle materiaalille. Toinen materiaali injektoidaan sitten tähän hiljattain muodostettuun onteloon. Tätä menetelmää käytetään usein osiin, joissa on monimutkaisia yksityiskohtia, kuten integroidut elävät saranat tai hyvin pienet komponentit, joissa kiertopöydän mekaaninen monimutkaisuus ei ole mahdollista.
-
Siirrä muovaus: Tässä menetelmässä ensimmäisen laukauksen osa injektoidaan yhteen muottiin, ja robottivarsi tai mekaaninen siirtojärjestelmä siirtää osan fyysisesti erilliseen, toiseen muottiin samassa koneessa. Tämä tekniikka on vähemmän yleinen tavanomaisissa 2-laukauksen sovelluksissa, mutta voi olla hyödyllinen, kun nämä kaksi muottia vaativat erilaisia kiinnitysvoimia tai jos kaksi laukausta on valmistettava erillisillä koneilla.
2-laukauksessa käytettävät materiaalit
Kaikkien 2-laukauksen injektiomuovausprojektin menestys riippuu huolellisesta materiaalien valinnasta. Kahden polymeerin ei tarvitse vain täyttää lopputuotteen funktionaalisia ja esteettisiä vaatimuksia, vaan myös olla yhteensopivia keskenään vahvan, kestävän sidoksen muodostamiseksi. Tässä osassa tutkitaan materiaalikombinaatioiden tyyppejä ja kriittisiä kriteerejä niiden valitsemiseksi.
Yhteensopivat materiaalikombinaatiot
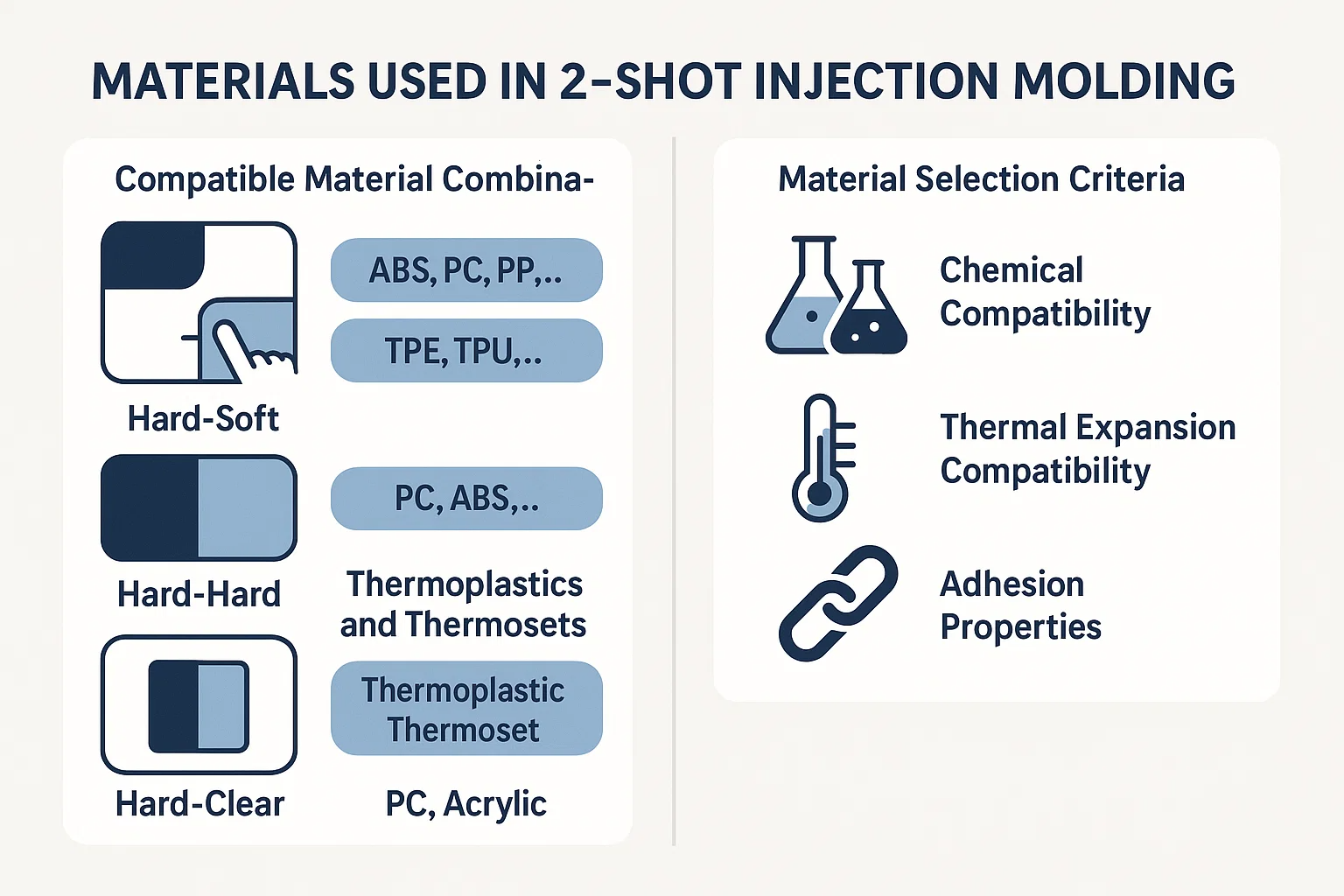
2-laukauksen muovauksen monipuolisuus määritetään laajalla materiaaliparien parilla, jota se pystyy käsittelemään. Nämä yhdistelmät luokitellaan tyypillisesti käytettyjen materiaalien ominaisuuksien perusteella:
-
Kovapehmeät yhdistelmät: Tämä on yleisin 2-laukauksen muovaus, jossa jäykkä pohjamateriaali yhdistetään pehmeään, taipuisaan materiaaliin. Jäykkä materiaali (esim. ABS, polykarbonaatti (Tietokone), nylon, polypropeeni (PP) ) tarjoaa rakenteellisen eheyden, kun taas pehmeä materiaali (esim. Kestomuoviset elastomeerit (TPE) tai kestomuoviset polyuretaanit (TPU) ) tarjoaa ergonomisen otteen, vedenpitävän tiivisteen tai pehmeän kosketuksen pinnan. Tämä on ihanteellinen tuotteille, kuten sähkötyökalujen kahvoille, hammasharjakahvoille ja lääketieteellisille instrumenteille.
-
Kova kovat yhdistelmät: Tämä yhdistelmä sisältää kaksi eri jäykkää muovia. Tämä voidaan tehdä tiettyjen ominaisuuksien, kuten vahvan muovaamisen, yhdistämiseksi Polykarbonaatti (PC) emäs kemiallisesti kestävämpi Akryylinitriilibutadieenistyreeni (ABS) ulkopuoli. Tätä käytetään myös yhdistämään saman materiaalin kaksi eri väriä tuotemerkki- tai esteettisiin tarkoituksiin, kuten musta ja valkoinen ABS -pala ohjauspaneelin painikkeelle.
-
Termomalas ja termosetit: Vaikka tiettyjä erikoistuneita sovelluksia on vähemmän yleistä, se voi sisältää termoplastisen pariliitoksen termosetin tai elastomeerin kanssa. Tämä on monimutkainen prosessi, joka vaatii lämpötilan ja paineen huolellista hallintaa, koska termosetit parantavat peruuttamattomasti lämmityksen yhteydessä.
-
Kova selkeät yhdistelmät: Tätä käytetään luomaan osia integroiduilla ikkunoilla, valoputkilla tai näyttöruutuilla, kuten älypuhelinkotelo, jossa on selkeä portti kameran linssille. Materiaalit kuten Akryyli or Polykarbonaatti (PC) käytetään usein selkeään komponenttiin niiden optisen selkeyden ja kestävyyden vuoksi.
Materiaalin valintakriteerit
Oikeiden materiaalien valitseminen 2-laukaukselle sisältää useiden avainominaisuuksien huolellisen arvioinnin. Bondin menestys ja lopullisen osan eheys riippuvat näistä tekijöistä:
-
Kemiallinen yhteensopivuus: Tämä on kriittisin tekijä. Jotta vahva, pysyvä sidos muodostuu, näiden kahden polymeerin on oltava kemiallisesti yhteensopivia, jolloin niiden molekyylit voivat muodostaa liima rajapinnan. Polymeerit, joilla on samanlaiset kemialliset koostumukset tai sellaiset, jotka ovat samassa polymeeriperheessä (esim. PC ja ABS), sitoutuvat usein hyvin. Sitä vastoin eri perheiden (esim. Amorfinen polymeeri, kuten PC ja kiteinen polymeeri, kuten PP) materiaaleilla on usein huono kemiallinen tarttuvuus, mikä johtaa delaminaatioon.
-
Lämpölaajennuksen yhteensopivuus: Molemmilla materiaaleilla tulisi olla samanlaiset lämpölaajennuksen kertoimet ja vertailukelpoiset kutistumisnopeudet. Kun valmis osa jäähtyy muotissa, kukin materiaali kutistuu. Jos niiden kutistumisnopeus on dramaattisesti erilainen, se voi aiheuttaa sisäisiä jännityksiä, mikä johtaa vääntymiseen, halkeiluun tai heikkoon sidokseen rajapinnassa. Huolellinen materiaalin valinta ja muotin suunnittelu ovat välttämättömiä näiden erojen kompensoimiseksi.
-
Tarttuvuusominaisuudet: Kahden materiaalin välinen sidos voi olla joko kemiallinen tai mekaaninen. Eräs kemiallinen sidos on suora molekyyliyhteys, joka on muodostettu rajapinnalle. Eräs mekaaninen sidos luodaan, kun toinen materiaali virtaa ensimmäiseen osaan muovattuihin alituotteisiin, kylkiluihin tai muihin ominaisuuksiin, mikä luo fyysisen lukituksen. Parhaat 2-laukauksen mallit hyödyntävät usein sekä kemiallista että mekaanista tarttuvuutta vahvimman mahdollisen sidoksen varmistamiseksi jopa stressin alla. Materiaalivalinnassa on otettava huomioon, kuinka hyvin kaksi polymeeriä noudatetaan erityisissä prosessointiolosuhteissa.
Muotin suunnittelun näkökohdat 2-laukaukselle
2-laukauksen injektiomuovausprojektin menestys on luontaisesti sidottu sen muotisuunnittelun tarkkuuteen ja monimutkaisuuteen. Muotti on prosessin keskeinen osa, ja sen tekniikka määrää tuotteen laatua, eheyttä ja lopullista estetiikkaa. 2-laukauksen muotin suunnittelu on paljon monimutkaisempaa kuin yhden laukauksen muotin suunnittelu, koska sen on toimittava kahtena muotina yhdessä, ja siihen mahtuu kaksi erillistä injektioprosessia.
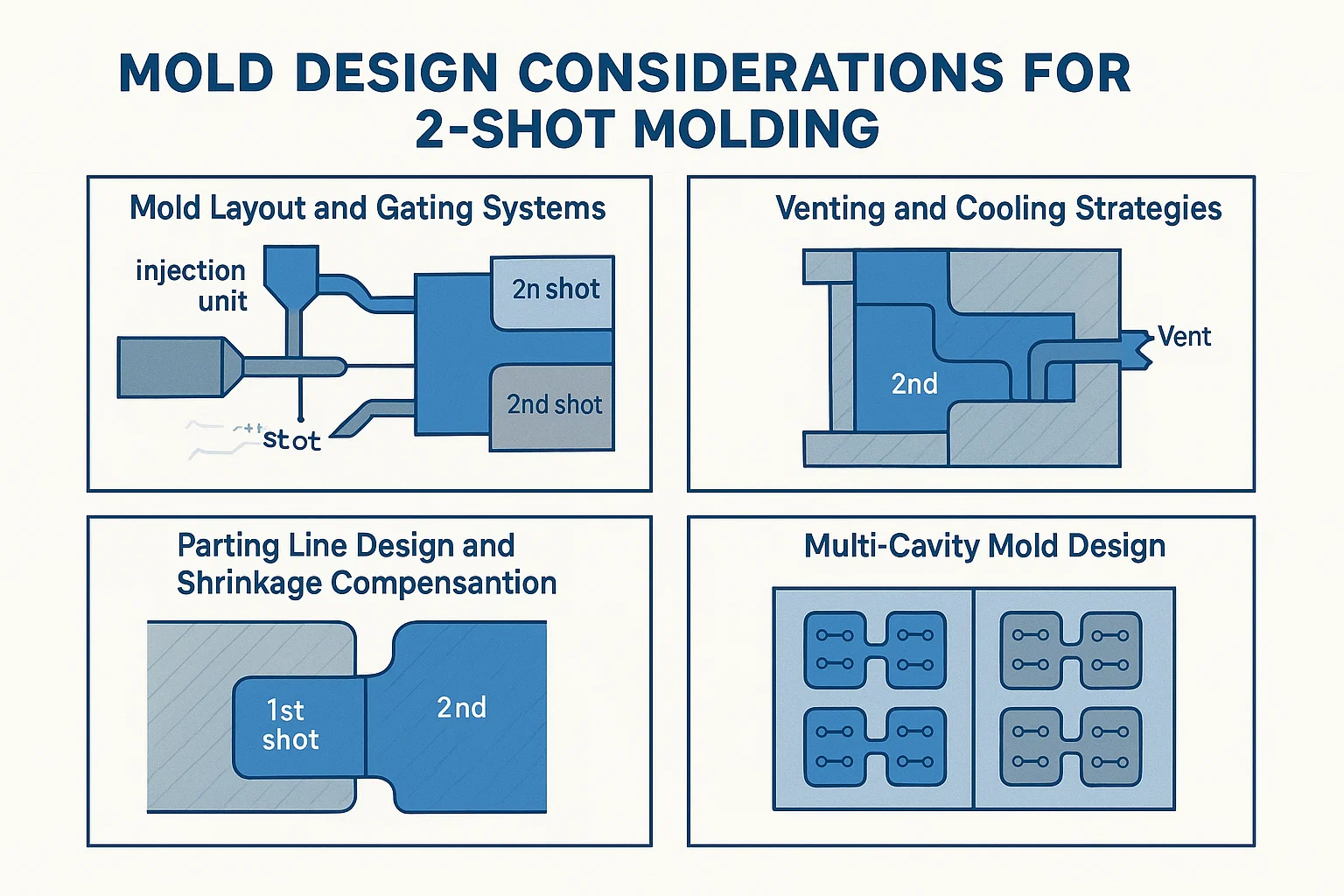
Home- ja porttijärjestelmät
2-laukausmuotti on asetettava sisältämään kaksi erillistä ontelosarjaa: yksi ensimmäiselle laukaukselle ja toinen toiselle. Se porttijärjestelmä - Kanavat, jotka ohjaavat sulaa muovia onteloihin - ovat kriittinen osa tätä mallia. On olemassa kaksi erillistä portinjärjestelmää, joista jokainen ruokkii omasta injektioyksiköstä. Suunnittelun on varmistettava, että jokainen materiaali on suunnattu suunnitellulle ontelolle ilman ristikontaminaatiota.
-
Se ensimmäisen laukauksen portti Ohjaa alkuperäisen materiaalin onteloon.
-
Se toisen laukauksen portti on sijoitettu, jotta toinen materiaali voi virrata ensimmäisen laukauksen osan yli tai sen ympärille. Tämä portausjärjestelmä on asetettava huolellisesti, jotta estävät aiemmin olemassa olevan ensimmäisen laukauksen vauriot ja toisen laukauksen onkalon täydellisen ja tasaisen täyttämisen varmistamiseksi.
Tuuletus- ja jäähdytysstrategiat
Tehokas tuuletus on ratkaisevan tärkeä kaikissa ruiskuvaluissa, mutta siitä tulee vieläkin kriittisempi 2-laukauksessa. Kun toinen materiaali injektoidaan ensimmäisen laukauksen ympärille, ilma voi helposti jäädä loukkuun pieniin taskuihin, mikä johtaa virheisiin, kuten palamerkkiin, lyhyisiin laukauksiin tai puutteellisiin sidoksiin. Muotin suunnittelun on sisällettävä strategisesti sijoitetut tuuletusaukot, jotta tämä ilma pääsee paeta.
Hyvin suunniteltu jäähdytysjärjestelmä on välttämätöntä myös osan laadun ylläpitämiseksi ja syklin optimoimiseksi. 2-laukauksessa muotissa jäähdytyskanavat on suunniteltava ensimmäisen laukauksen osan jäähdyttämiseksi riittävästi ennen toisen laukauksen injektoinnin. Jos ensimmäinen osa on liian kuuma, toinen laukaus voi vääntyä tai sulattaa sen. Oikea jäähdytys varmistaa yhdenmukaisen lämpötilan muotin yli, mikä on elintärkeää mitat stabiilisuuteen ja estämään vikoja, kuten vääntymistä.
Jako linjan suunnittelu ja kutistumiskorvaus
Se jakoviiva on siellä, missä muotin kaksi puolikkaata kohtaavat. 2-laukauksen muovausta varten tämä viiva on suunniteltava huolellisesti varmistaakseen tiukan tiivisteen kahdessa eri vaiheessa. Toisen laukauksen onkalon jakoviiva on suljettava ensimmäisen laukauksen osaa vasten, jotta toinen materiaali virtaa ei-toivottuihin alueisiin. Tämä vaatii poikkeuksellisen tarkkuuden vilkkumisen välttämiseksi (materiaali vuotavat muotista).
Kutistumiskorvaus on toinen merkittävä haaste. Kaikki muovit kutistuvat jäähtyessään, mutta kahdella 2 laukauksessa käytetyillä materiaaleilla on erilainen kutistumisnopeus. Muottisuunnittelijan on otettava huomioon tämä differentiaalinen kutistuminen. Jos lopullinen osa ei ole kompensoitu asianmukaisesti, lopullinen osa voi kokea vääntymisen, sisäisen stressin tai delaminaation, mikä johtaa heikkoon sidokseen ja vialliseen tuotteeseen.
Monikerroksen muotisuunnittelu
Suuren volyymin tuotantoa varten 2-laukaukset voidaan suunnitella useilla onteloilla useita osia sykliä kohden. Tämä lisää merkittävästi tehokkuutta, mutta lisää myös monimutkaisen kerroksen muotin suunnitteluun. Molempien laukausten juoksijajärjestelmien on oltava huolellisesti tasapainossa varmistaakseen, että kaikki ontelot täytetään tasaisesti ja samanaikaisesti. Tämä estää osittain laadun vaihtelut ontelosta toiseen. Vaikka monikerroksisella 2-laukauksella muotissa on paljon korkeammat alkuperäiset kustannukset, tuotanto-ajan ja työvoiman pitkäaikaiset säästöt tekevät siitä kustannustehokkaan ratkaisun massan valmistukseen.
2-laukauksen injektiomuovauksen levitykset
2-laukauksen injektiomuovauksen tarjoama ainutlaatuinen funktionaalisuuden, estetiikan ja tehokkuuden yhdistelmä tekee siitä edullisen valmistusmenetelmän monilla teollisuudenaloilla. Sen kyky luoda yksi, monimateriaali osa yhdessä syklissä on ratkaissut monimutkaiset suunnittelu- ja kokoonpanohaasteet, mikä johtaa parannettuun tuotteen laatuun ja suorituskykyyn seuraavilla aloilla.
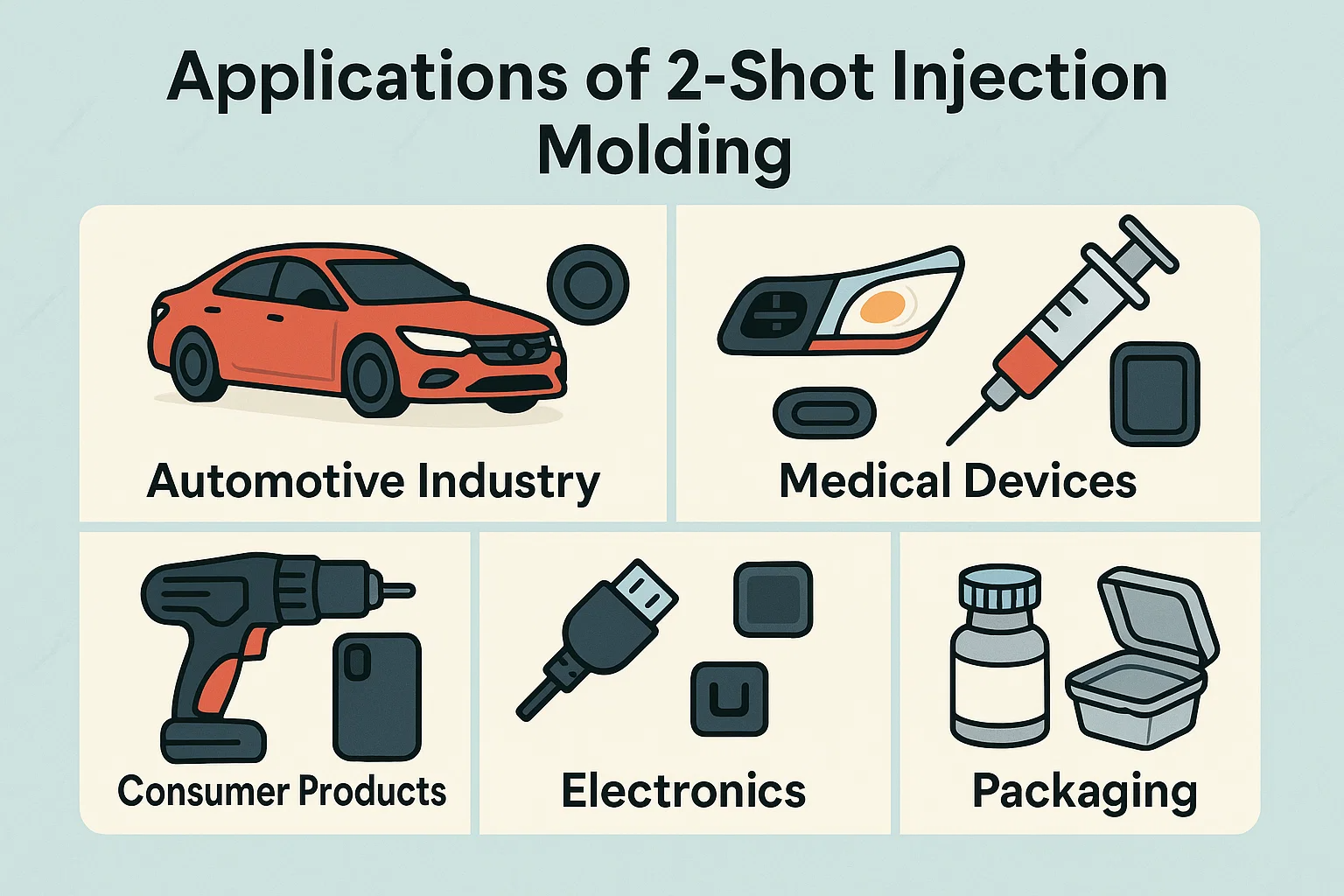
Autoteollisuus
Autoteollisuus riippuu voimakkaasti 2-laukauksen muovaamisesta sekä sisä- että ulkokomponenteille. Sitä käytetään luomaan osien, jotka ovat sekä kestäviä että tuntuvia.
-
Sisustuskomponentit: On yleistä löytää 2-laukausvalettuja osia ajoneuvon sisätiloista, kuten kojelautapainikkeet , tuuletusaukot ja vaihdevaihto. Kova muovi tarjoaa jäykän rakenteen ja kiinnityspisteet, kun taas pehmeä kosketuselastomeeri luo premium-tunnelman ja ergonomisen otteen, vähentäen melua ja tärinää.
-
Ulkokomponentit: Ulkoosissa käytetään 2-laukausta muovausta Ajovalot ja takavalon kotelot integroiduilla, vesitiiviillä tiivisteillä. Sitä käytetään myös monimutkaisten sivupeilikokoonpanojen tai monimutkaisten säleikön mallien luomiseen, joissa yhdistyvät kaksi eri väriä tai viimeistelyä.
Lääkinnälliset laitteet
Lääketieteellisellä alalla tarkkuus, hygienia ja luotettavuus ovat ensiarvoisen tärkeitä. 2-laukauksen muovaus on välttämätöntä korkealaatuisten, steriilien ja toiminnallisten laitteiden tuottamiseksi.
-
Kirurgiset instrumentit: Monien kirurgisten työkalujen ja instrumenttien kahvat ovat 2-laukauksia. Jäykkä polymeeri tarjoaa vahvan, autoklaation ytimen, kun taas pehmeä kosketus, ergonominen kahva parantaa kirurgin hallintaa ja vähentää käsin väsymystä.
-
Huumeiden toimitusjärjestelmät: Ruiskut , inhalaattorit ja muut lääkkeiden toimituslaitteet käyttävät usein 2-laukausta muovausta integroidut tiivisteet ja tiivisteet , varmistaa, että sisältö pysyy steriilinä ja että laite toimii oikein ilman vuotoja.
Kuluttajatuotteet
Kotitalousvälineistä henkilökohtaiseen elektroniikkaan 2-laukaus muovaus parantaa käyttökokemusta parannetun ergonomian ja kestävyyden avulla.
-
Sähkötyökalut: Tämä on klassinen sovellus. Sähkötyökalukahvoissa on jäykkä rakenteellinen runko, joka on tyypillisesti valmistettu nylon or PC , ylikuormitettu a TPE or TPU ote. Tämä tarjoaa mukavan, liukumattoman pinnan, joka on kestävä iskuille ja kemikaaleille.
-
Matkapuhelinkotelot: Monet huippuluokan puhelinkotelot ovat 2-laukauksia, joissa yhdistyvät jäykkä polykarbonaattirunko rakennesuojausta varten isku-absorboivalla TPU-puskurilla suojaamaan tippoja.
Elektroniikka
Elektroniikka vaatii tarkkuusosat, usein integroidulla tiivistyksellä tai monimutkaisella kosketusominaisuuksilla.
-
Liittimet: 2-laukauksen muovausta käytetään luomiseen sinetöidyt liittimet ja integroidut venymähelpotukset kaapeleille, mikä tekee niistä vedenpitäviä ja kestävämpää.
-
Painikkeet: Se on avainprosessi tekemiseen Kaukosäätöpainikkeet ja näppäimistönäppäimet . Jäykkä sisäydin tarjoaa vankan tunnelman, kun taas yläpintaan käytetään pehmeää tai kirkasta materiaalia, mikä mahdollistaa tuntuvan tunteen tai taustavalon.
Pakkaus
Pakkausteollisuudessa 2-laukauksen muovausta käytetään toiminnallisten ja houkuttelevien astioiden ja sulkemisten luomiseen.
-
Sulkemiset: Monet pullonkorkit ja sulkemiset ovat 2-laukausta integroitu sinetti . Kova muovi muodostaa korkin, kun taas pehmeä kosketuselastomeeri luo ilmatiiviin tiivisteen ilman erillistä tiivistettä tai vuorausta.
-
Kontit: Sitä käytetään erikoistuneisiin astioihin, jotka vaativat sekä jäykän rakenteen että joustavan, napsautuksen kannen tai tiivisteen.
2-laukauksen injektiomuovan edut ja haitat
Kuten mikä tahansa edistyksellinen valmistustekniikka, 2-laukausinjektiomuovaus tarjoaa ainutlaatuisen joukon etuja ja haittoja. Näiden kompromissien selkeä ymmärtäminen on välttämätöntä sen määrittämiseksi, sopiiko prosessi tietylle tuotteelle oikein.
Edut
-
Alennetut kokoonpanokustannukset: Yksi suurimmista eduista on toissijaisen kokoonpanon poistaminen. Tuottamalla valmiin, monimateriaaliosan yhdestä muovausjaksosta, prosessi poistaa käsityön, liimojen, ruuvien tai muiden kiinnittimien tarpeen, mikä johtaa merkittäviin kustannus- ja ajansäästöihin.
-
Parannettu tuotteen laatu: 2-laukauksen muovauksen integroitu luonne johtaa erinomaiseen tuotteeseen. Kahden materiaalin välillä luotu molekyyli- tai mekaaninen sidos on voimakkaampi ja kestävämpi kuin tavanomainen koottu nivel, mikä eliminoi osien irtoamisen tai ryöstämisen ajan myötä.
-
Parannetut suunnittelumahdollisuudet: Prosessi mahdollistaa luovat ja monimutkaiset mallit, jotka eivät ole toteutettavissa yhden laukauksen muovaamisella. Suunnittelijat voivat yhdistää eri värit, tekstuurit ja materiaaliominaisuudet (esim. Jäykkä rakenteellinen runko pehmeällä, ergonomisella kahvalla) yhdeksi, saumattomaksi komponenttiin.
-
Parempi ote ja ergonomia: Kuluttaja-, lääketieteellisille ja teollisuustuotteille kyky ylikuormittaa pehmeä, tuntuva elastomeeri kovalle muovipinnalle on keskeinen etu. Tämä parantaa käyttäjän pitoa, parantaa mukavuutta ja voi tarjota turvallisuuden, jota ei saavuteta yhdellä materiaalilla.
Haitat
-
Suuremmat alkuperäiset muotikustannukset: Merkittävin haitta on muotin korkeat etukustannukset. 2-laukausmuotti on paljon monimutkaisempi kuin tavallinen muotti, jossa on kaksoisonteloita, pyörivää levyn tai ydin-selkämekanismia sekä monimutkaisia jäähdytys- ja porttijärjestelmiä, jotka kaikki lisäävät huomattavasti sen suunnittelu- ja valmistuskustannuksia.
-
Monimutkainen muotisuunnittelu: 2-laukauksen muotin suunnittelu ja suunnittelu vaativat erikoistunutta asiantuntemusta. Se on haastava prosessi, jonka on otettava huomioon kahden eri materiaalin ainutlaatuiset ominaisuudet, mukaan lukien niiden kutistumisnopeudet, kemiallinen yhteensopivuus ja prosessointilämpötila. Tämä monimutkaisuus voi pidentää suunnittelu- ja prototyyppivaiheita.
-
Pidemmät sykliajat (mahdollisesti): Vaikka 2-laukauksen osan sykliaika on tehokkaampi kuin erillinen muovaus ja kokoonpano, se voi olla hiukan pidempi kuin yhden kuvan osa. Koneen on suoritettava kaksi erillistä injektio- ja jäähdytysvaihetta, jotka voivat lisätä kokonaistuotanto -ajan, etenkin vähemmän monimutkaisten osien osalta.
-
Aineelliset yhteensopivuushaasteet: Suunnittelijan materiaalien valinta rajoittuu yhdistelmiin, jotka ovat kemiallisesti ja lämpöä yhteensopivia. Kaikki polymeerit eivät voi muodostaa vahvaa sidosta, ja yhteensopimattomien materiaalien käyttäminen voi johtaa delaminointiin, vääntymiseen ja heikentyneeseen tuotteeseen.
2-laukauksen injektiomuovan kustannusanalyysi
Päätös käyttää 2-laukausta injektiomuovausta on usein strateginen, tasapainottaa korkeampaa alkuinvestointeja merkittävien pitkäaikaisten säästöjen ja tuotteiden etujen suhteen. Perusteellisessa kustannusanalyysissä on tarkasteltava kaikkia tuotannon vaiheita, ei vain alkuperäistä työkalua.
Kustannuksiin vaikuttavat tekijät
-
Muotin monimutkaisuus: Merkittävin tekijä, joka johtaa 2-laukauksen muovauksen kustannuksiin, on itse muotti. 2-laukausmuotti on erittäin monimutkainen tekniikan pala, jossa on kaksi onteloa, pyörivää levyn tai sukkulajärjestelmää ja monimutkainen jäähdytys- ja porttikanavat. Tämä vaatii erikoistuneen suunnittelun asiantuntemusta ja tarkkuuskoneista, jolloin alkuperäinen muotti kustannukset ovat huomattavasti korkeammat kuin tavanomaisen yhden kuvan muotin.
-
Aineelliset kustannukset: Kahden erilaisen materiaalin käyttäminen voi vaikuttaa kokonaiskustannuksiin, varsinkin jos yksi on premium-kestomuovinen elastomeeri (TPE) pehmeän kosketuskahvan tai korkean suorituskyvyn tekniikan polymeerille. Näiden materiaalien puntakustannukset voivat olla korkeammat kuin tavallisen yhden laukauksen hartsin.
-
Tuotantomäärä: 2-laukaus muovaus on prosessi, joka on suunniteltu suuren määrän valmistus . Korkeat etukäteen olevat työkalukustannukset poistetaan tehokkaimmin satojen tuhansien tai jopa miljoonien osien yli. Pienen volyymin tuotannon osalta osakustannukset ovat edelleen kohtuuttoman korkeat, mikä tekee perinteisestä muovauksesta ja kokoonpanosta kustannustehokkaamman valinnan.
-
Sykli -aika: Vaikka 2-laukausjakso on pidempi kuin yhden laukauksen sykli, sen tehokkuus on lopputuotteen tuottaminen yhdellä kertaa. Syklin aika on kriittinen tekijä määritettäessä kustannuksia kohden, koska se sanoo koneen läpimenoa. Hyvin suunniteltu 2-laukausmuotti, jolla on tasapainoinen sykli-aika, voi olla paljon kustannustehokkaampi kuin monivaiheinen kokoonpanoprosessi.
Kustannus-hyötyanalyysi: Milloin valita 2-laukaus muovaus
Päätöksen 2-laukauksen muovaamisen tulisi perustua a Omistuskustannukset laskeminen. Sinun tulisi valita 2-laukaus muovaus, kun toissijaisen kokoonpanon eliminoinnin säästöt ovat suuremmat kuin korkeammat etukäteen kohdistuvat työkalukustannukset.
Harkitse 2-laukausta muovausta, kun tuotteesi:
-
Vaatii monimutkaisen kokoonpanon: Jos tuotteesi muuten olisi liimattu manuaalisesti, ruuvattava tai suljettava muovaamisen jälkeen, kokoonpanon työvoiman ja materiaalikustannukset todennäköisesti perustelevat 2-laukauksen prosessin.
-
Vaatii erinomaista laatua ja estetiikkaa: Tuotteille, joissa täydellisesti integroitu sidos, ergonominen kahva tai kaksivärinen estetiikka on kriittinen tuotemerkin identiteetin ja asiakastyytyväisyyden kannalta, 2-laukaus muovaus on ihanteellinen valinta.
-
On suuren määrän tuote: Nyrkkisääntönä, jos tuotantomäärät ovat riittävän korkeat, muotin kustannukset voidaan levittää massiiviseen lukumäärään yksiköitä, jolloin osuuskustannukset ovat huomattavasti alhaisemmat kuin koottu vaihtoehto.
Alkuperäinen kustannus on este, mutta oikealle sovellukselle pitkäaikaiset kustannusvähennykset yhdistettynä korkeammalle tuotteelle tekevät 2-laukauksen muovauksesta erinomaisen sijoituksen.
Laadunvalvonta 2-laukauksen injektiomuovauksessa
2-laukauksen injektiomuovan monimutkaisuuden vuoksi tiukka laadunvalvonta on välttämätöntä sen varmistamiseksi, että lopputuote täyttää sekä toiminnalliset että esteettiset eritelmät. Yleisten vikojen seuranta ja estäminen on keskeinen osa prosessia.
Yleiset viat ja kuinka estää niitä
-
DeLamination: Tämä on kahden materiaalin erottaminen niiden rajapinnassa. Se johtuu usein riittämättömästä kemiallisesta tai lämpöyhteensopivuudesta tai virheellisistä prosessiparametreista, kuten matala sulan lämpötila tai riittämätön paine. Ennaltaehkäisy sisältää yhteensopivien materiaalien valitsemisen, injektiolämpötilojen optimoinnin ja toisen laukauksen sulan varmistamisen riittävän kuumana luomaan vahvan sidoksen ensimmäisen laukauksen pinnalla.
-
Väitä: Osan muodonmuutos tai kiertäminen, tyypillisesti epätasaisen jäähdytyksen aiheuttama tai näiden kahden materiaalin kutistumisnopeuden merkittävä ero. Välyn estämiseksi suunnittelijoiden on valittava materiaalit, joilla on samanlaiset lämpöominaisuudet ja varmistettava, että muotin jäähdytysjärjestelmä on tasapainossa, jotta osaan kaikki osat jäähdyttävät tasaisesti.
-
Allasmerkit: Nämä ovat pieniä masennuksia osan pinnalla. 2-laukauksessa muovaamisessa niitä esiintyy usein alueilla, joilla toinen materiaali on paksu ja kutistuu jäähtyessään vetäen ensimmäistä materiaalia. Niitä voidaan estää lisäämällä pakkauspainetta, pidentämällä pitoaikaa ja suunnittelemalla osa huolellisesti suurten, paksujen osien välttämiseksi.
-
Heikko joukkovelkakirjalaina: Tämä on yleinen termi sidokselle, joka epäonnistuu stressissä. Se voi johtua saastumisesta ensimmäisen laukauksen osan pinnalla (esim. Moldin vapauttamisaineista), virheellisistä sulan lämpötiloista tai toisesta materiaalista riittämätön aika sulautua ensimmäisen kanssa. Ennaltaehkäisy sisältää puhtaan tuotantoympäristön ylläpitämisen, optimaalisten prosessiparametrien varmistamisen ja toisinaan jopa tuhoavan testauksen käyttämisen sidoksen voimakkuuden todentamiseksi.
Tarkastustekniikat ja laitteet
-
Visuaalinen tarkastus: Ensimmäisenä puolustuslinjana koulutetut teknikot tarkastavat visuaalisesti jokaisen osan kosmeettisten virheiden varalta. Tähän sisältyy värivaihteluiden, pesuallasmerkkien, salama (ylimääräinen materiaali) tai minkä tahansa delaminaation merkkejä tarkistaminen.
-
CMM (koordinaattimittauskone): Mittatarkkuuden saavuttamiseksi käytetään CMM: ää. Tämä tarkkuuskone käyttää koetinta osittain geometrian erittäin tarkkoihin mittauksiin varmistaen, että kaikki ominaisuudet ovat määritettyjen toleranssien sisällä. Tämä on erityisen tärkeää 2-laukauksen osille, joissa kahden materiaalin on integroitava täydellisesti.
-
Tuhoava testaus: Kahden materiaalin välisen sidoslujuuden varmistamiseksi suoraan osien näyte on tuhoavia testejä. Tähän voi kuulua kahden materiaalin vetäminen toisistaan vetokokeessa, osan kiertäminen tai iskutesti. Tämä menetelmä vahvistaa, että joukkovelkakirjalaina on riittävän vahva täyttämään tuotteen suorituskyky- ja kestävyysvaatimukset.
Tulevat trendit 2-laukauksen injektiomuovauksessa
2-laukauksen injektiomuovausteollisuus on jatkuvassa evoluutiotilassa, mikä johtuu teknologisesta kehityksestä ja kasvava kysyntä monimutkaisemmalle, tehokkaammalle ja kestävälle valmistukselle. Prosessin tulevaisuutta muokkaavat useat keskeiset suuntaukset, jotka lupaavat parantaa sen kykyjä ja älykkyyttä.
Materiaalien eteneminen
Uusien polymeerien kehitys on kriittinen suuntaus. Valmistajat ja materiaalitieteilijät keskittyvät luomaan erikoistuneita materiaaleja, jotka tarjoavat parannettuja ominaisuuksia ja uusia toimintoja. Tämä sisältää biopohjaiset ja kierrätetyt polymeerit kestävyysongelmien sekä uusien elastomeerien ja tekniikan muovien kanssa, joilla on erinomaiset ominaisuudet. Nämä materiaalit tarjoavat voimakkaampia kemiallisia sidoksia, korkeamman lämpötilankestävyyttä ja tarkempia kosketuspalautetta (haptinen) palautetta, laajentaen edelleen 2-laukauksen muovauksen sovelluksia.
Automaatio ja robotiikka
Automaatio on jo olennainen osa 2-laukausta, mutta se on kehittyneempi. Seuraava innovaatio -aalto näkee robotit ja yhteistyörobotit (Cobotit) suorittavan monimutkaisempia tehtäviä yksinkertaisen osan poistamisen ulkopuolella. Tämä sisältää koko kokoonpano inserttejä, automaattisia laatutarkastuksia ja monimutkaisia osankäsittelyjä. Tämä lisääntynyt automatisointi vähentää työvoimakustannuksia, parantaa tuotannon johdonmukaisuutta ja mahdollistaa valonmuodon valmistuksen, jossa koneet voivat toimia ilman ihmisen valvontaa.
Simulointi- ja optimointiohjelmisto
Edistyneiden ohjelmistojen käyttö mullistaa muotin suunnitteluprosessia. Insinöörit käyttävät nyt tehokkaita simulointiohjelmisto Koko 2-laukauksen muovausjakson mallintaminen. Tämän avulla he voivat ennustaa ja estää yleisiä vikoja, kuten vääntymistä, heikkoja joukkovelkakirjoja tai epätasaista täyttöä ennen muotin valmistusta. Optimoimalla muottisuunnitelmat ja prosessiparametrit käytännössä valmistajat voivat merkittävästi vähentää kalliiden fyysisten prototyyppien tarvetta, mikä johtaa nopeampiin tuotekehityssykleihin ja korkeampaan ensimmäistä kertaa onnistumisasteeseen.
Teollisuus 4.0 Integraatio
2-laukauksen muotin integrointi älykäs tehdas ekosysteemi (teollisuus 4.0) on merkittävä trendi. Koneet on varustettu antureilla, jotka keräävät reaaliaikaisia tietoja lämpötilasta, paineesta ja muista kriittisistä prosessimuuttujista. Tämän jälkeen nämä tiedot syötetään keskusjärjestelmään analysoitavaksi, mikä mahdollistaa ennustavan ylläpidon, optimoidun energian käytön ja automatisoidut prosessin säädöt. Tämä liitettävyys- ja tietoanalyysi mahdollistaa siirtymisen reaktiivisesta proaktiiviseen valmistukseen, varmistamalla yhdenmukaisen tuotteen laadun ja maksimaalisen toiminnan tehokkuuden.

