
Muotin ydin vs. muotin ontelo: Ymmärtäminen injektiomuovan keskeisten erojen ymmärtäminen
Johdanto homeen ytimiin ja muotin onteloihin
Injektiomuovaus on modernin valmistuksen kulmakivi, jota käytetään laajan joukon muovituotteiden tuottamiseen autokoteloista pullonkorkeihin. Se on tarkka prosessi, jossa sulaa muovi injektoidaan muottiin halutun muodon muodostamiseksi. Viimeisen osan laatu ja tarkkuus riippuvat melkein kokonaan muotin suunnittelusta ja rakentamisesta.
Tyypillinen injektiomuotti koostuu kahdesta ensisijaisesta puolikkaasta: home -ydin ja ja muotin ontelo . Yhdessä nämä kaksi puolikkaata muodostavat osan osan. Kun he työskentelevät samanaikaisesti, heillä jokaisella on selkeät toiminnot ja ominaisuudet.
Mikä on muotin ydin?
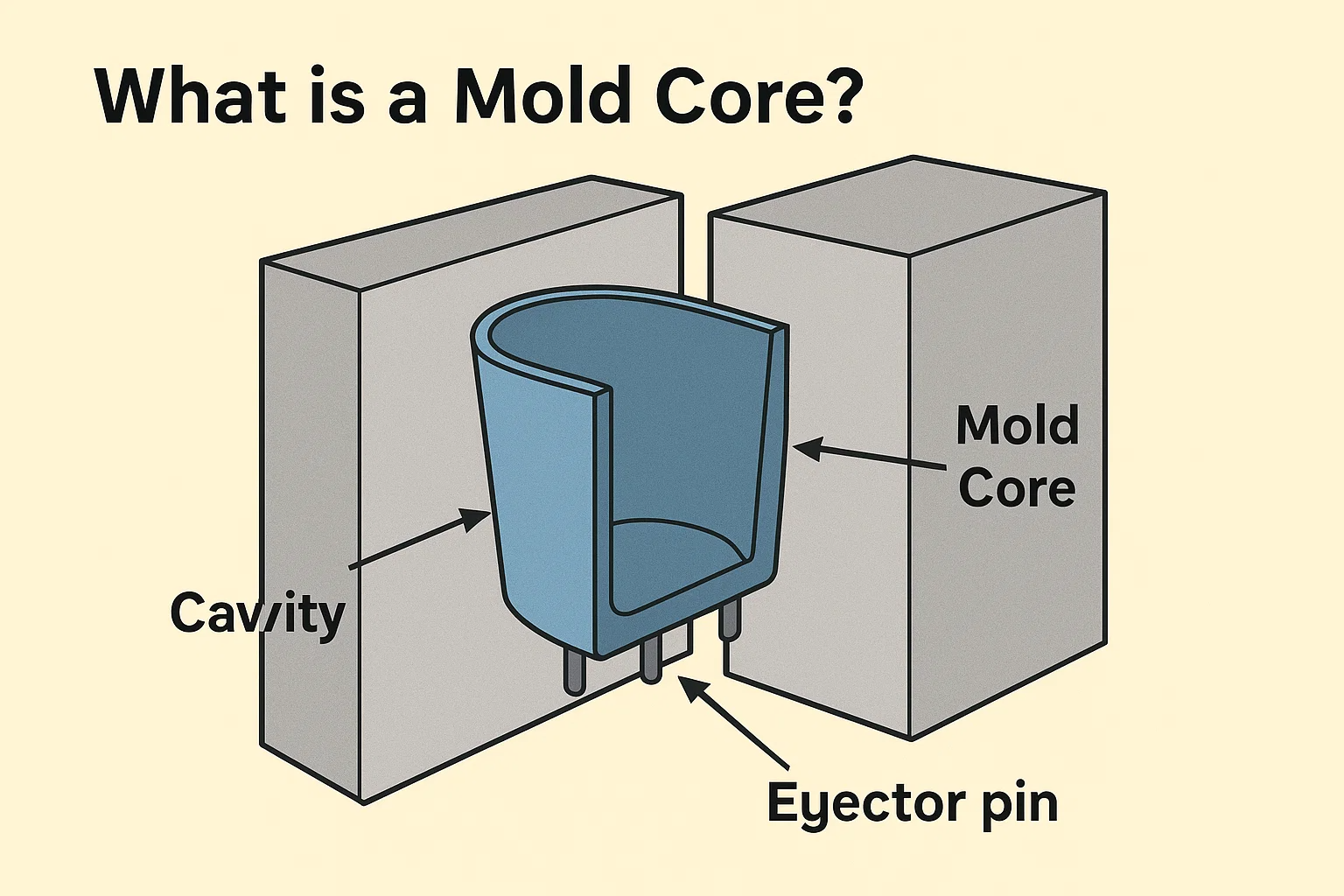
Se home -ydin , joka tunnetaan myös nimellä "B-puoli" tai "ydin" muotista, on komponentti, joka muodostaa sisäiset ominaisuudet muoviosa. Kun muotti on suljettu, ydin sopii ontelon sisään, jolloin sulaan muovi injektoidaan tilan. Eräsjattele sitä kuin lyönti, joka luo onttoja tai upotettuja alueita osassa.
Esimerkiksi, jos muovat muovikuppia, ydin olisi osa, joka muodostaa kupin sisäpuolen. Ontto laatikko, ydin muodostaisi sisätilan. Ydin sisältää tyypillisesti myös ominaisuuksia, kuten ejektoritapit, joita käytetään työntämään valmiin osan muotista sen jäähtymisen jälkeen. Koska se muodostaa sisäisen muodon, ytimessä on usein monimutkaisempi muotoilu, jossa on ominaisuuksia, kuten kylkiluut, pomot (lieriömäiset ulkonemat kiinnittämistä varten) ja muut monimutkaiset yksityiskohdat.
Yleensä muotin ytimet on valmistettu kestävistä ja lämmönkestävistä materiaaleista, kuten kovettuneesta teräksestä, työkaluterästä tai, alemmille tuotantomäärille alumiinia varten. Materiaalin valinta riippuu tekijöistä, kuten muovisesta muovista, osan monimutkaisuudesta ja vaaditusta tuotantomäärästä.
Mikä on muotin ontelo?
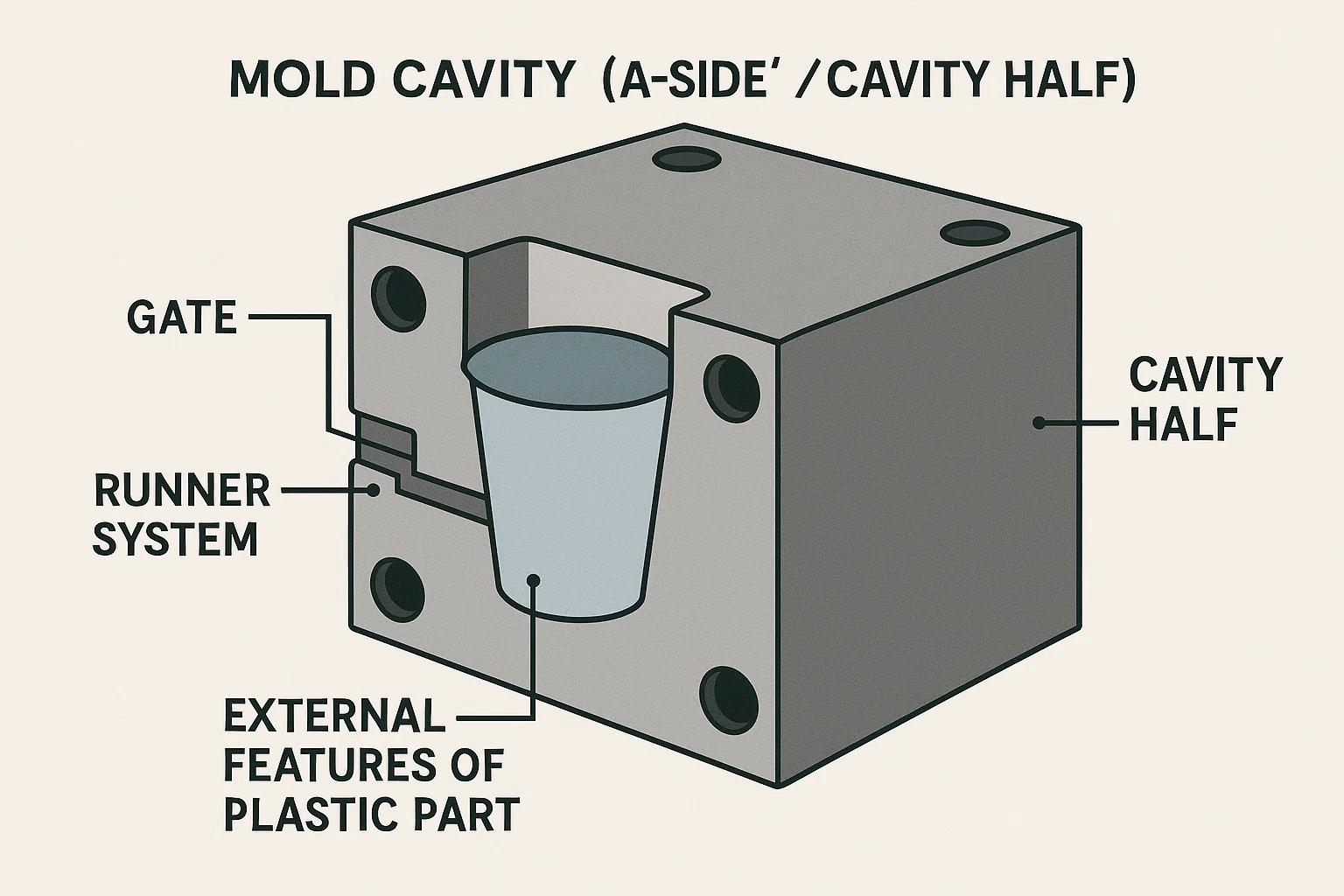
Se muotin ontelo , tunnetaan myös nimellä "a-side" tai "ontelo puoli", on komponentti, joka muodostaa Ulkoiset ominaisuudet muoviosasta. Ulompi kuori tai säiliö sulaa muoviset täytteet. Muovikuppianalogiaa käyttämällä onkalo muodostaa kupin ulkopinnan, mukaan lukien sen huuli- ja ulkoseinät.
Muotin onkalon puoli on tyypillisesti siellä, missä portti ja juoksijajärjestelmä sijaitsevat. Tämä järjestelmä on kanava, jonka läpi sulat muovi (tai hartsi) virtaa injektioyksiköstä muottiin. Ontelo vaatii myös huolellisia suunnitteluun liittyviä näkökohtia, jotka sallivat loukkuun jääneen ilman paeta, kun muovi täyttää muotin. Oikea tuuletus on ratkaisevan tärkeää vikojen, kuten lyhyiden laukausten (epätäydellisten osajen) ja palamerkkien estämiseksi.
Kuten ydin, muotin ontelot on valmistettu teräksestä tai alumiinista, ja materiaali valitaan samojen kestävyyden ja kustannusten tekijöiden perusteella. Vaikka ydin muodostaa sisäisen muodon, onkalo antaa osastolle lopullisen ulkoisen muodon ja pintapinnan.
Tärkeimmät erot muotin ytimien ja muotin onteloiden välillä
Ydin ja onkalo ovat saman kolikon kaksi puolta, mutta niillä on pohjimmiltaan erilaiset roolit injektiomuovauksessa. Näiden erotusten ymmärtäminen on ratkaisevan tärkeää asianmukaiselle home- ja osien suunnittelulle.
Muodon muodostuminen: Sisäinen vs. ulkoinen
Merkittävin ero on muodossa, jonka kukin komponentti muodostuu. Se home -ydin luo sisäinen muoto ja osan ominaisuudet, kuten reikät, ontot osat tai säiliön sisäosa. Sitä vastoin muotin ontelo muodostaa ulkoinen muoto , mukaan lukien ulkopinta, koristeelliset yksityiskohdat ja osan yleiset mitat. Tämä työnjako mahdollistaa monimutkaisten, kolmiulotteisten esineiden luomisen.
Sijainti suhteessa erotuslinjaan
Se jakoviiva on linja, jossa muotin kaksi puolikkaata kohtaavat. Se ontelon puoli on tyypillisesti kuusen puoli (Side, johon muovi injektoidaan), ja se muodostaa osan näkyvän ulkopinnan. Se ydinosa on ejektorin puoli , ja siellä valmiin osa työnnetään muotista. Ejektoritappien sijainti ydinpuolella on keskeinen ero, koska niitä ei löydy onkalon puolelta.
Rooli injektiomuovausprosessissa
-
Ydin: Ydin on usein puoli poistojärjestelmä , joka sisältää ejektorin nastat ja paluutapit. Sen päätehtävä on helpottaa jäähdytetyn osan poistamista muotista.
-
Onkalo: Ontelo on sivu, joka yleensä sisältää portti- ja juoksijajärjestelmä , joka ohjaa sulan muovin muottiin. Sen ensisijainen rooli on saada injektoitu materiaali ja muodostaa ulkokuori.
| Ominaisuus | Home -ydin | Muotin ontelo |
| Ensisijainen toiminta | Muodostaa osan sisäisen muodon | Muodostaa osan ulkoisen muodon |
| Erässento muotissa | Ejektorin puoli (B-puoli) | Sprue-puoli (A-Side) |
| Keskeiset ominaisuudet | Ejektoritapit, liukumäet, nostimet | Portit, juoksijat, tuuletusaukot |
| Rooli prosessissa | Poistuu valmiin osan | Vastaanottaa ruiskutettua muovia |
| Vaikuttaa osaan | Vaikuttaa sisäisiin piirteisiin, lujuuteen ja poistoon | Vaikuttaa pinnan viimeistelyyn, tekstuuriin ja kosmeettiseen ulkonäöön |
Vaikutus osan suunnitteluun ja toiminnallisuuteen
Ydin ja onkalolla on suora vaikutus lopulliseen osaan. Ydinpuolella olevat ominaisuudet, kuten kylkiluut ja pomot, ovat ratkaisevan tärkeitä voiman lisäämiseksi tai kokoonpanotarkoituksiin. Ytimen suunnittelu voi myös sanella tietyn luonnoksen kulmien tarpeen varmistaakseen, että osa voidaan puhdistaa puhtaasti. Ontelon puoli puolestaan määrittelee osan pinnan viimeistelyn, tekstuurin ja kosmeettisen ulkonäön. Mahdolliset ontelon puutteet näkyvät lopputuotteessa.
Injektiomuovausprosessi: ydin ja onkalo toiminnassa
Ydin ja onkalo eivät vain istu staattisesti; Ne ovat dynaamisia kumppaneita erittäin synkronoidussa valmistusprosessissa. Tässä on vaiheittainen erittely siitä, miten he toimivat yhdessä:
-
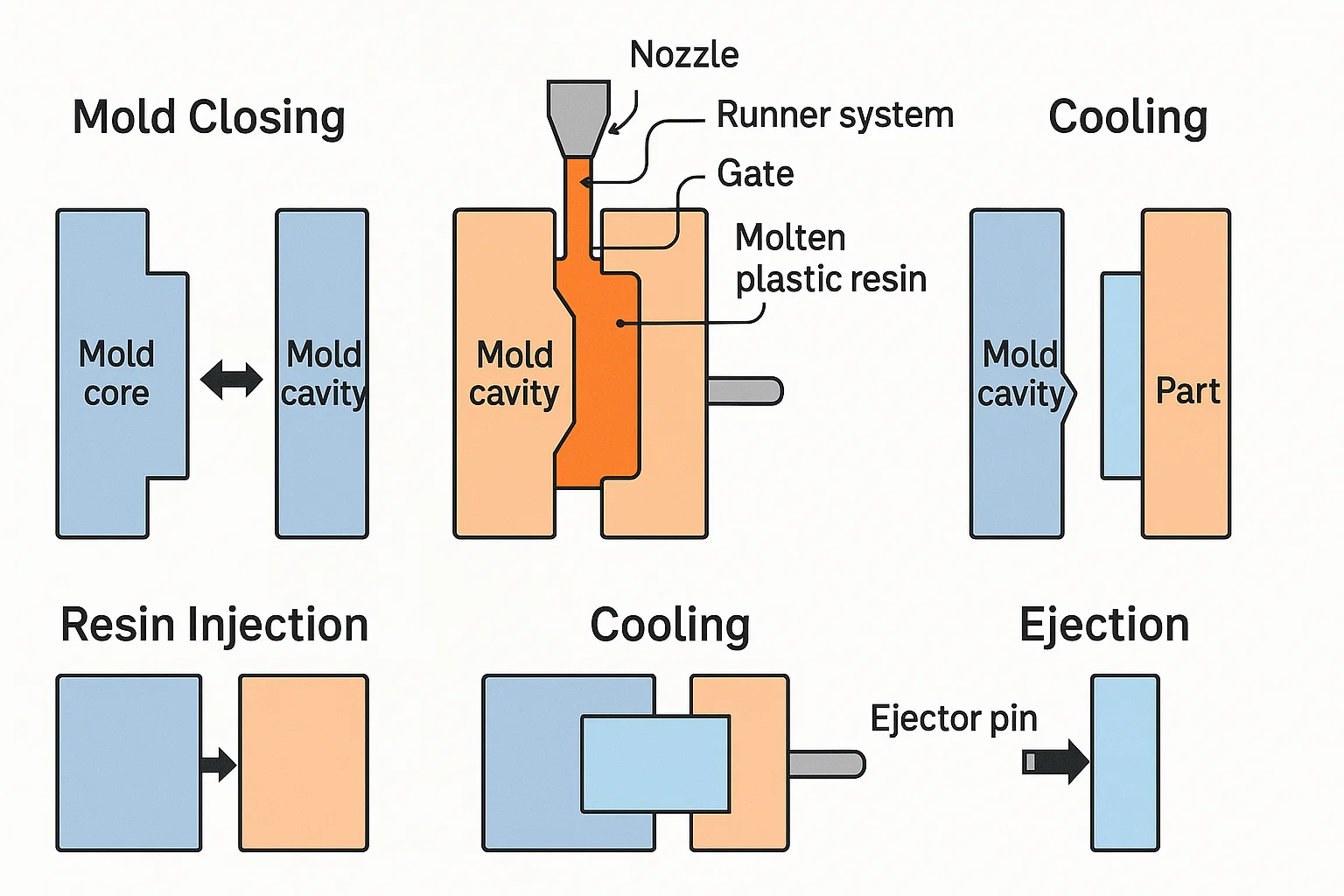
Muotin sulkeminen: Prosessi alkaa muottiydin ja muotin ontelo, joka liikkuu toisiaan kohti, kunnes ne puristuvat yhteen. Tämä toiminta luo suljetun sisäisen tyhjiön - viimeisen osan muodon. Tämän suuntauksen tarkkuus on kriittinen, koska mikä tahansa väärinkäyttö voi aiheuttaa a "Flash" (Ylimääräinen materiaali, joka valuu jakoviivaa pitkin).
-
Hartsin injektio: Sulan muovihartsi injektoidaan korkean paineeseen suuttimen läpi ja muottiin. Materiaali kulkee juoksijajärjestelmä ja portti - joka on osa onkalon puolta - ja täyttää tilan ytimen ja onkalon välisen tilan. Ydin syrjäyttää hartsin osan sisäisen muodon muodostamiseksi, kun taas ontelo muodostaa ulkokuoren.
-
Jäähdytys: Kun hartsi täyttää muotin, omistettu jäähdytysjärjestelmä kiertää nestettä (yleensä vettä tai öljyä) kanavien läpi sekä ytimessä että ontelossa. Tämä prosessi vahvistaa muovin ulkopuolelta, ydin- ja ontelon puolikkaat, jotka toimivat jäähdytyselementteinä osan jäähdyttämiseksi tehokkaasti.
-
Päätös: Kun osa on jäähtynyt ja jähmettynyt, muotti avautuu. Se poistojärjestelmä —Koulettuna ydinpuoliskolle - aktivoi ejektoritapit työntämään äskettäin muodostetun osan ytimestä. Koska osa usein kutistuu ytimeen jäähdytyksen aikana, ytimen suunnittelun on sisällytettävä luonnoskulmat estää sen juuttumisen ja puhdas vapautumisen varmistaminen. Sitten osa putoaa kokoelma -astiaan tai robottivarsi poimii sen.
Suunnittelun näkökohdat muotikoruille ja onteloille
Ydin ja onkalon suunnittelu on huolellinen prosessi, joka määrää viimeisen osan menestyksen. Insinöörien on harkittava useita kriittisiä tekijöitä toiminnallisuuden, valmistettavuuden ja korkealaatuisen viimeistelyn varmistamiseksi.
Luonnoskulmat ja niiden merkitys
A luonnoskulma on pieni kapeneva tai viisto, jota levitetään muoviosan pystysuuntaisiin seiniin. Se on välttämätöntä puhdasta vapautumista muotista. Ilman asianmukaista luonnosta osa voi tarttua ytimeen tai onkaloon, mikä johtaa vaurioihin, vääntymiseen tai vaikeaan poistoon. Luonnos on suunniteltava sekä ydin- että onkalo -puolille varmistaakseen, että osa ei tartu kumpaankaan puoleen muotin avautuessa.
Jäähdytyskanavan suunnittelu
Oikea jäähdytys on elintärkeää sykli -ajan vähentämiseksi ja virheiden, kuten loimi- ja pesuallasmerkkien, estämiseksi. Insinöörit suunnittelevat monimutkaisia jäähdytyskanavia sekä ytimen että ontelon puoliskojen sisällä. Nämä kanavat kiertävät jäähdytysnestettä lämmön tasaisesti ja nopeasti sulattamiseksi sulasta muovista, mikä varmistaa tasaisen jähmettymisen. Näiden kanavien suunnittelu on optimoitava osan geometrialle kuumien pisteiden välttämiseksi.
Gating and Runner System -suunnittelu
Se juoksijajärjestelmä on kanavien verkko, joka ohjaa sulaa muovia injektiosuuttimesta muotin onteloon. Se portti on kohta, jossa juoksija kohtaa osan. Portti ja juoksija sijaitsevat melkein aina ontelon puoli . Niiden muotoilu on ratkaisevan tärkeä hallita, kuinka hartsi täyttää muotin, koska se vaikuttaa osan virtausmerkeihin, neulotuksiin ja kokonaislujuuteen.
Poistojärjestelmän suunnittelu
Se poistojärjestelmä sijaitsee yksinomaan ydinosa muotista. Se koostuu ejektorin nastaista, teristä tai hihoista, jotka työntävät valmiin osan ytimestä. Näiden nastajen lukumäärän, koko ja sijainti on harkittava huolellisesti tasaisen voiman soveltamiseksi, mikä estää osaa muodonmuutoksesta tai vaurioitumasta poistumisen aikana.
Tuuletusnäkökohdat
Kun muovihartsi täyttää muotin, sisäpuolella loukussa olevalla ilmalla on oltava tapa paeta. Tuuletus , tyypillisesti suunniteltu jakoviiva tai ontelon puoli , koostuu pienistä, matalista kanavista, jotka sallivat ilman työntämisen. Riittämätön tuuletus voi johtaa kosmeettisiin virheisiin polttomerkit ja toiminnalliset ongelmat kuten lyhyet laukaukset , missä osa on puutteellinen.
Materiaalit muotti -ytimille ja onteloille
Muotin ytimelle ja onkalolle valittu materiaali on kriittinen, koska se vaikuttaa suoraan muotin kestävyyteen, kustannuksiin ja kykyyn tuottaa tehokkaasti korkealaatuisia osia. Valinta riippuu tekijöistä, kuten muovityyppi, vaadittu tuotantotilavuus ja osan suunnittelun monimutkaisuus.
Teräs
Teräs on yleisimpi ja edullinen materiaali injektiomuoteille, etenkin suuren määrän tuotanto-ajoissa.
-
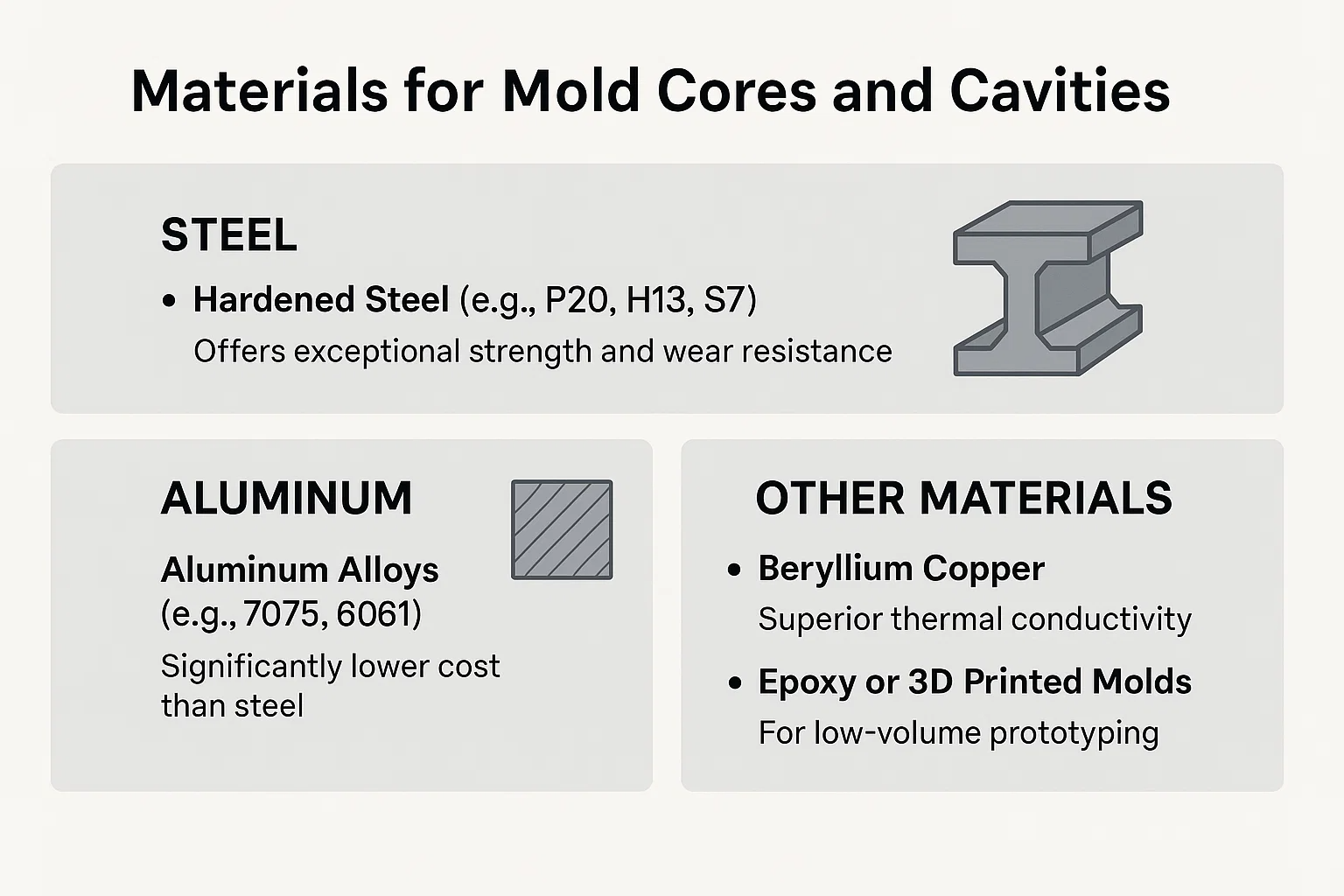
Karkaistu teräs (esim. P20, H13, S7): Tämäntyyppinen teräs tarjoaa poikkeuksellisen lujuuden ja kulumiskestävyyden. Se on ihanteellinen miljoonien osien tuottamiseen muotin elinaikana. P20 on suosittu valinta sen kovuuden ja konepauden tasapainon suhteen. H13 ja S7 ovat erinomaisia sovelluksiin, jotka vaativat kestävyyttä lämmölle ja paineelle. Näiden terästen korkea kovuus mahdollistaa ylivoimaisen pinnan.
-
Ruostumaton teräs (esim. 420 SS): Tätä käytetään, kun muovimateriaali muovataan on syövyttävää tai kun muotti käytetään kosteassa ympäristössä. Se tarjoaa erinomaisen korroosionkestävyyden, mikä on ratkaisevan tärkeää koskemattoman muotin pinnan ylläpitämiseksi.
Alumiini
Alumiiniseoksia (esim. 7075, 6061) käytetään usein prototyyppimuotteihin tai pienillä volyymituotanto-ajoissa (tyypillisesti alle 100 000 osaa).
-
Edut: Alumiini tarjoaa useita etuja, mukaan lukien huomattavasti alhaisemmat kustannukset kuin teräs ja paljon nopeampi koneistusaika. Sen erinomainen lämmönjohtavuus mahdollistaa nopeamman jäähdytyksen, mikä voi vähentää injektiomuovausjaksoa.
-
Haitat: Se on vähemmän kestävä ja alttiimpi kuluille ja vaurioille kuin teräs. Se ei välttämättä sovellu hioma- tai lasia täytetyn muovin muovaamiseen.
Muut materiaalit
-
Beryllium Copper: Tämä materiaali on erinomainen valinta muotin insertteihin tai komponentteihin, joissa nopea lämmönpoisto on kriittistä, kuten alueilla, joilla on paksu seinäosa. Sillä on erinomainen lämmönjohtavuus verrattuna teräkseen, joten se on ihanteellinen paikalliselle jäähdytykselle.
-
Epoksi- tai 3D -painettu muottit: Hyvin pienen volyymin tai nopeaa prototyyppiä varten voidaan käyttää ei-perinteisiä materiaaleja. Nämä ovat edullisia ja nopeaa tuotantoa, mutta niillä on hyvin rajallinen käyttöikä, eivätkä ne sovellu monimutkaisisiin tai tarkkaan osiin.
Valmistusmuotti -ytimet ja ontelot
Muottien ja onteloiden valmistus on erittäin tarkka ja erikoistunut prosessi. Se vaatii edistyneitä koneita ja ammattitaitoisia käsityötaitoa raaka -ainelohkojen muuttamiseksi injektiomuotin monimutkaisiksi, toiminnallisiksi komponenteiksi. Tavoitteena on saavuttaa erittäin tiukka toleranssit ja virheetön pinta.
Koneistusprosessit: CNC -jyrsintä ja EDM
-
CNC -jyrsintä (tietokoneen numeerinen ohjaus): Tämä on ensisijainen menetelmä sekä ytimen että onkalon muotoiluun. CNC-koneet käyttävät tietokoneohjattuja leikkaustyökaluja materiaalikerroksen poistamiseen kerroksen mukaan. Ne ovat välttämättömiä perusgeometrian, taskujen ja useimpien yksityiskohtaisten ominaisuuksien luomiseen. Nykyaikaiset moni-akseliset CNC-koneet voivat tuottaa monimutkaisia, kaarevia pintoja uskomattomalla tarkkuudella.
-
EDM (sähköpurkauksen koneistus): EDM, joka tunnetaan myös nimellä Spark Machining, on koskemattomat prosessit, joita käytetään ominaisuuksien luomiseen, joita on vaikea tai mahdotonta koneita perinteisillä leikkaustyökaluilla. Se toimii käyttämällä sähköisiä kipinöitä materiaalin vähentämiseen. EDM on erityisen hyödyllinen terävien kulmien, syvien kylkiluiden ja erittäin pienten, monimutkaisten ominaisuuksien luomisessa kovetetussa teräksessä.
Pintakäsittely ja viimeistely
Koneiston jälkeen muottipinnat kiillotetaan ja käsitellään halutun tekstuurin ja kestävyyden saavuttamiseksi.
-
Kiillotus: Muotin pinnat on kiillotettu peilipinnoitteeseen varmistaaksesi, että osa vapautuu helposti ja tuottaa sileän, kiiltävän pinnan lopputuotteeseen. Erityisesti ydin vaatii usein erittäin kiillotettua viimeistelyä poistumisen helpottamiseksi.
-
Teksturointi: Teksturointi tai viljan tai kuvion lisääminen muotin pintaan tehdään usein, jotta lopullinen osa antaa tietyn esteettisen ilmeen tai tunteen. Tämä voi myös auttaa piilottamaan kosmeettisia vikoja, kuten virtausmerkkejä.
-
Pinnoitteet: Pinnoitteet, kuten elektrolitio -nikkelipinnoitus tai tina (titaanitridi), levitetään muotin kovuuden, korroosionkestävyyden ja voitelun lisäämiseksi, elinkaaren pidentämiseksi ja kulumisen vähentämiseksi.
Laadunvalvonta ja tarkastus
Koko valmistusprosessin ajan on tiukat laadunvalvontatoimenpiteet. Erityisiä instrumentteja, kuten koordinaattimittauskoneita (CMM), käytetään varmistamaan, että ytimen ja onkalon mitat ja toleranssit ovat tarkkoja muutaman mikrometrin sisällä. Tämä huolellinen tarkastus on välttämätöntä sen varmistamiseksi, että muotti tuottaa johdonmukaisia, korkealaatuisia osia ilman vikoja.
Yleiset ongelmat ja ratkaisut
Jopa huolellisella suunnittelulla ja valmistuksella, injektiomuovaus voi kohdata yleisiä ongelmia. Monet näistä ongelmista liittyvät suoraan muotin ytimen ja muotin ontelon väliseen vuorovaikutukseen.
Loimi ja vääristymä
Ongelma: Loimi on muoviosan muodonmuutos sen jälkeen, kun se jäähtyy. Se johtuu tyypillisesti epätasaisesta jäähdytysnopeudesta. Jos ydin ja onkalo jäähdyttävät osan eri nopeudella, sisäiset jännitykset voivat muodostua, aiheuttaen osan taipumisen tai kiertymisen.
Ratkaisu: Tehokkain ratkaisu on optimoida jäähdytyskanavat Sekä ytimessä että ontelossa. Varmista, että jäähdytys on tasainen koko muotin pinnalla, on välttämätöntä. Sulan lämpötilan, injektiopaineen ja pitoajan säätäminen voivat myös auttaa lieventämään sisäistä jännitystä.
Lyhyet laukaukset ja pesuallasmerkit
Ongelma: A lyhyt laukaus tapahtuu, kun muovihartsi ei täytä muotin onteloa kokonaan, mikä johtaa epätäydelliseen osaan. Tämä johtuu usein riittämättömästä paineesta tai huonosta tuuletuksesta. Päinvastoin, pesuallasmerkit ovat masennuksia osan pinnalla, johtuen muovisesta kutistumisesta jäähtyessä vetäen pinnan sisäänpäin.
Ratkaisu: Lyhyille laukauksille ratkaisu sisältää tuuletus Muotin onteloon, jotta loukkuun jäävät ilmaa. Injektiopaineen, nopeuden tai sulamislämpötilan nostaminen voi myös auttaa. Allasmerkkien kohdalla ongelma on tyypillisesti seurausta paksusta seinäosasta tai riittämättömästä jäähdytyksestä. Ratkaisuihin kuuluu osan uudelleensuunnittelu, jolla on tasainen seinämän paksuus, pitopainetta lisääminen tai jäähdytyskanavien tehokkuuden parantaminen sekä ytimessä että ontelossa.
Poistoongelmat
Ongelma: Poistumisongelmat ilmenevät, kun valmis osa tarttuu muottiin eikä sitä voida poistaa puhtaasti. Tämä on melkein aina ongelma ydinosa muotista. Se voi johtua riittämättömästä tai virheellisesti suunnitellusta luonnoskulmat , riittämätön poistojärjestelmä tai osa kutistuu ytimeen liian tiukasti.
Ratkaisu: Ensisijainen ratkaisu on varmistaa, että kaikilla ydinpuolella olevilla seinillä on oikea luonnoskulma. Lisätä ejektorin nastat tai heidän sijoittamisensa optimointi poistovoiman jakamiseksi tasaisemmin voi myös ratkaista ongelman. Jos materiaali on alttiita tarttumiseen, voidaan käyttää erittäin kiillotettua pintapintaista tai tiettyä muotinvapautusainetta.
| Ongelma | Todennäköisesti syy | Ratkaisu |
| Warpage | Epätasainen jäähdytys, sisäinen stressi | Optimoi jäähdytyskanavat, säädä käsittelyparametreja. |
| Lyhyet laukaukset | Loukkuun jäävä ilma, matala paine | Paranna onkalon tuuletusta, lisää injektiopainetta. |
| Pesuallasmerkit | Paksut seinät, riittämätön jäähdytys | Uudelleensuunnittelu osa tasaisesta paksuudesta lisää ontelon pidätyspainetta. |
| Poistoongelmat | Riittämätön luonnoskulma, osa jumissa | Lisää tai lisää luonnoskulmia ytimeen, lisää lisää ejektoritappeja. |
Niin
Ero home -ydin ja ja muotin ontelo on välttämätön koko injektiomuovausprosessille. Vaikka ne ovat yhden työkalun kaksi puolikkaata, ne toimivat selvästi erilaisia, mutta toisiaan täydentäviä toimintoja. Muotti ontelo muodostaa ulkoinen muoto sen osasta, sen ulkoisten mittojen ja kosmeettisen pinnan määritteleminen. Sitä vastoin muotti ydin luo sisäinen muoto ja ominaisuudet, ja sillä on myös kriittinen rooli helpottamalla osaa.
Yhdessä ydin ja onkalo edustavat ruiskuvalun sydäntä, muuttaen raa'an muovihartsin tarkan, lopputuotteen. Syvä ymmärtäminen heidän yksilöllisistä toiminnoistaan ja suunnitteluvaatimuksista on ratkaisevan tärkeää yleisten vikojen estämiseksi, tuotannon tehokkuuden optimoimiseksi ja viime kädessä korkealaatuisten muoviosien tuottamiseksi, jotka täyttävät vaativat standardit.

