
Pikayhteenveto ammattilaisille
Ruiskumuotin ktaijaus on erikoistunut prosessi vaurioituneiden työkalujen palauttamiseksi alkuperäisiin teknisiin määrityksiinsä osien laadun varmistamiseksi ja tuotannon keskeytysten estämiseksi. Tehokkain moderni lähestymistapa yhdistyy tarkkuus laserhitsaus —joka lisää materiaalia minimaalisella lämpövaikutuksella — ja edistykselliset pintakäsittelyt (kuten PVD-pinnoitteet tai kovakromipinnoitus) muotin käyttöiän pidentämiseksi. Näitä tekniikoita käyttämällä valmistajat voivat vähentää seisokkeja jopa 70 % verrattuna perinteiseen TIG-hitsaukseen tai täydelliseen työkalun vaihtoon.
1. Johdatus ruiskumuottien ktaijaukseen
Miksi oikea muotinhuolto on kriittistä?
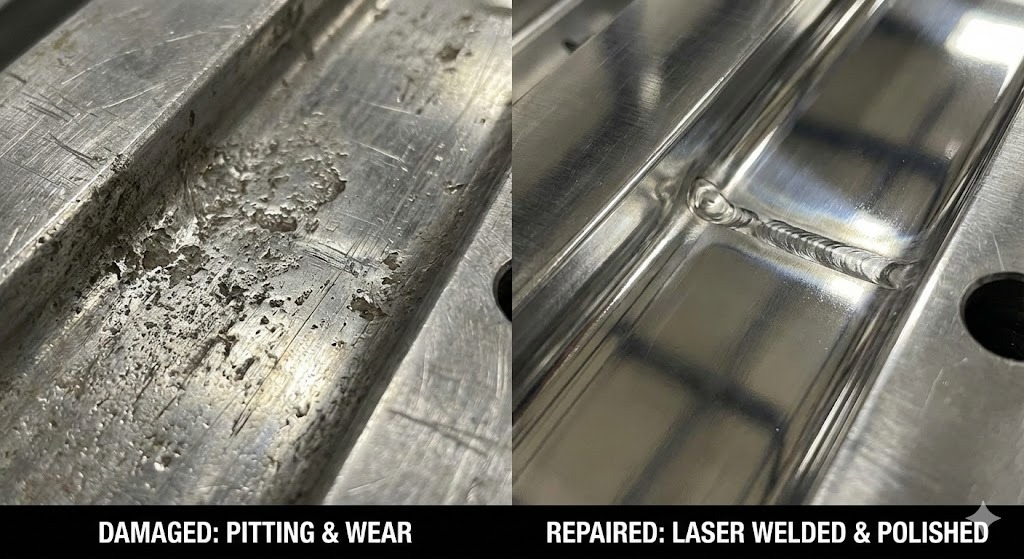
Muotin huolto on rutiininomainen käytäntö ruiskutusyksiköiden tarkastamiseksi, puhdistamiseksi ja korjaamiseksi vikojen estämiseksi. Nopeassa valmistuksessa jopa mikroskooppinen naarmu ontelon pinnalla voi johtaa "leimaukseen" (ylimääräiseen muoviin osassa) tai rakenteellisiin heikkouksiin. Ennakoiva korjaus varmistaa mittatarkkuus ja säästää tuhansia dollareita välttämällä täysin uuden muotin työstämisen korkeat kustannukset.
Mitkä ovat yleisimmät syyt ruiskutusmuottivaurioille?
Homevauriot jaetaan yleensä neljään luokkaan:
- Mekaaninen kuluminen: Lasitäytettyjen hartsien aiheuttama hankauskitka kuluttaa porttia ja onteloa.
- Korroosio: Kemialliset hyökkäykset kaasuista poistuvien muovien (kuten PVC) aiheuttamat teräspinnan kuoppaukset.
- Inhimillinen virhe: Naarmut, jotka aiheutuvat metallityökalujen käytöstä kiinnijääneiden osien poistamiseen.
- Lämpöväsymys: Jännityshalkeamat, jotka johtuvat jatkuvista lämmitys- ja jäähdytysjaksoista tuotannon aikana.
2. Ruiskupuristusmuottien ymmärtäminen: Tekninen säätiö
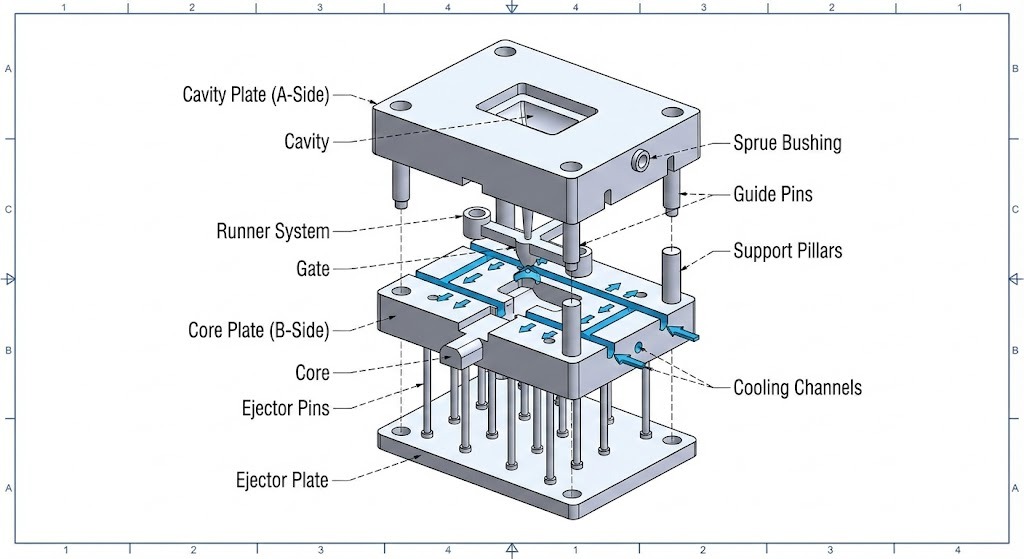
Mitkä ovat ruiskumuotin peruskomponentit?
Onnistuneen korjauksen suorittamiseksi teknikon on tunnistettava, mikä komponentti on viallinen.
- Onkalo ja ydin: Ensisijaiset A- ja B-puolet, jotka muodostavat muoviosan muodon.
- Ejektorin tapit: Mekaaniset komponentit, jotka työntävät valmiin osan ulos muotista.
- Jäähdytyskanavat: Sisäiset reitit, joissa vesi tai öljy virtaa säätelemään lämpötilaa.
- Portti ja juoksujärjestelmä: "Putki", joka ohjaa sulan muovin onteloon.
Ruiskumuotteissa käytetyt yleiset materiaalit
Korjaustekniikan valinta riippuu suuresti muotin materiaali . Käytäimmat korkean tuotannon muotit on valmistettu Työkalu teräs , joka on terästä, johon on seostettu elementtejä, kuten kromia tai vanadiinia kovuuden lisäämiseksi.
Taulukko 1: Yleiset muottimateriaalit ja korjausyhteensopivuus
| Materiaalityyppi | Yhteinen arvosana | Korjauksen vaikeus | Paras korjausmenetelmä |
|---|---|---|---|
| P20 terästä | Esikarkaistu teräs | Matala | Laser- tai TIG-hitsaus |
| H13 terästä | Hot-Work Tool Steel | Keskikokoinen | Laserhitsaus (vaatii esilämmityksen) |
| S7 terästä | Iskunkestävää terästä | Korkea | Tarkkuuslaserhitsaus |
| Alumiini | 7075-T6 | Keskikokoinen | Erikoistunut laserlanka |
Mitä eroa on Hot Runner- ja Cold Runner -järjestelmien välillä?
- Hot Runner -järjestelmät: Käytä lämmitettyjä jakoputkia pitääksesi muovin sulana muotin sisällä, mikä vähentää jätettä, mutta tekee korjauksista monimutkaisempia integroitujen sähkökomponenttien ansiosta.
- Cold Runner -järjestelmät: Yksinkertaiset kanavat, jotka jähmettyvät osan mukana; niitä on helpompi korjata, mutta niistä syntyy enemmän romumateriaalia.
Tekniset määritelmät
- HAZ (lämmön vaikutusalue): Epäjalometallin alue, joka ei ole sulanut, mutta jonka mikrorakenne on muuttunut hitsauslämmön vaikutuksesta. HAZ:n minimoiminen on laserhitsauksen ensisijainen tavoite.
- Rockwellin kovuus (HRC): Asteikko, jota käytetään mittaamaan materiaalin painumakovuutta. Käytäimmat muottiteräkset ovat välillä 30-60 HRC.
- Flash: Ruiskupuristusvika, jossa ohuita muovikerroksia valuu muotin puoliskojen väliin, mikä yleensä osoittaa kuluneen jakoviivan.
3. Laserhitsaus ruiskumuotin korjaukseen
Mitä on laserhitsaus muotinkorjauksessa?
Laserhitsaus on erittäin tarkka korjausprosessi, jossa sulatetaan tiivistetyn valonsäteen avulla erityistä täytelankaa muotin vaurioituneelle alueelle. Toisin kuin perinteinen hitsaus, laser keskittää energiaa niin tiukasti, että se muodostaa vahvan metallurgisen sidoksen lähes vääristymättä ympäröivään teräkseen.
Mitkä ovat laserhitsauksen edut?
Teknikoille laserhitsaus on suositeltava menetelmä arvokkaisiin työkaluihin, koska:
- Minimaalinen lämpövaikutusalue (HAZ): Paikallinen lämpö estää muottiterästä vääntymästä tai menettämästä alkuperäistä kovuuttaan.
- Äärimmäinen tarkkuus: Teknikot voivat korjata niinkin pieniä vaurioita kuin 0,05 mm , mahdollistaa monimutkaisten tekstuurien ja terävien kulmien työskentelyn.
- Monimutkaiset geometriat: Laserin kosketukseton luonne mahdollistaa korjaukset syvien onteloiden tai kapeiden kylkien sisällä, joihin TIG-poltin ei pääse.
- Vähennetty jälkikäsittely: Koska hitsi on niin puhdas, manuaaliseen hiontaan ja kiillotukseen kuluva aika lyhenee yli 50 % .

3.4. Laserhitsausprosessi: Vaiheittainen opas
Ammattitason korjauksen saavuttamiseksi teknikkojen on noudatettava stjaardoitua järjestystä:
Vaihe 1: Muotin pinnan valmistelu
Puhtaus on kriittisin tekijä. Muovin, öljyn tai ruosteen jäämät aiheuttavat huokoisuus (pieniä kuplia) hitsauksessa.
- Toimi: Käytä ultraäänipuhdistusta tai erityisiä liuottimia kaikkien epäpuhtauksien poistamiseen.
- Vahvistus: Tarkista alue alla a 10x mikroskooppi varmistaaksesi, että metalli on "kirkas" eikä siinä ole hiiltynyttä jäännöstä.
Vaihe 2: Hitsausparametrien ja -asetusten valitseminen
Laserasetukset on säädettävä perusmetallin ja korjauksen paksuuden perusteella.
- Pulssin energia (joulea): Säätelee hitsin tunkeutumisen syvyyttä.
- Pulssin kesto (ms): Määrittää, kuinka kauan laser pysyy päällä; pidempiä pulsseja käytetään paksummille johtimille.
- Taajuus (Hz): Laserpulssien nopeus.
- Kohteen koko (mm): Lasersäteen halkaisija; yleensä asetetaan väliin 0,2 mm ja 1,5 mm .
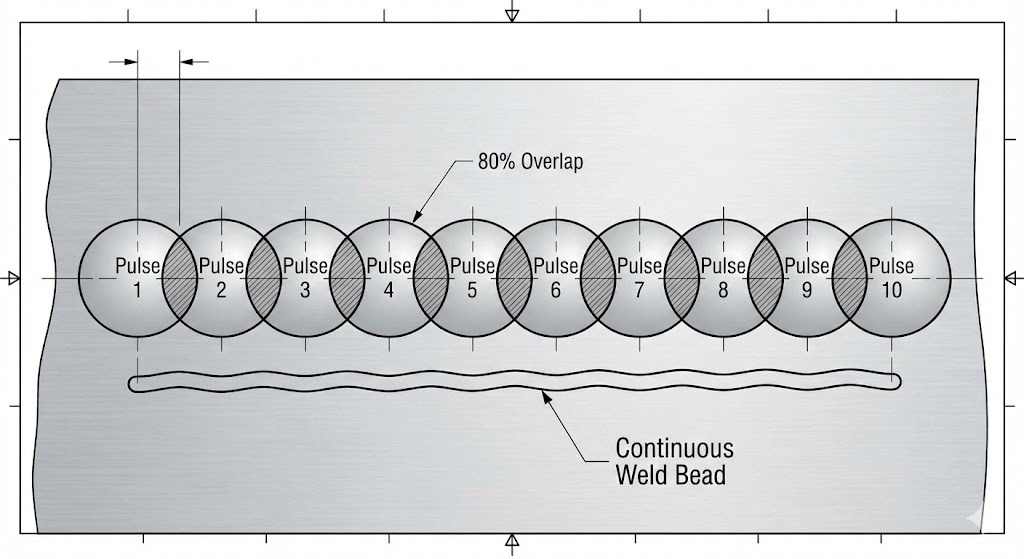
Vaihe 3: Hitsaustekniikoiden suorittaminen
- Pulssihitsaus: Normaali korjausmenetelmä. Jokainen pulssi luo pienen "pisteen" sulaa metallia.
- Jatkuva/päällekkäinen hitsaus: Teknikot peittävät jokaisen "pisteen" päällekkäin 70-80 % luoda saumaton, kiinteä metallihelmi.
3.5. Parhaat käytännöt teknikoille
- Sovita täytelanka: Käytä aina laserlankaa, joka vastaa muottiteräksen kemiaa (esim. käytä H13-lankaa H13-muotissa) varmistaaksesi tasaisen kovuuden ja värin kiillotuksen jälkeen.
- Hallitse suojakaasua: Käytä Argon kaasu tasaisella virtausnopeudella estämään hapettumisen, joka muuttaa hitsin mustaksi ja hauraaksi.
- Vältä ylirakentamista: Lisää vain tarvittava vähimmäismäärä materiaalia. Liiallinen hitsaus lisää lämmön kertymisen riskiä ja lisää koneistusaikaa.
3.6. Yleisiä ongelmia ja ratkaisuja
| Ongelma | Todennäköinen syy | Ammattimainen ratkaisu |
|---|---|---|
| Alittavuus | Teho (jännite) on liian korkea | Matalaer the pulse energy and increase the spot size. |
| Huokoset/kuplat | Likaantunut pinta | Puhdista alue uudelleen alkoholilla ja tarkista kaasun virtaus. |
| Halkeilu | Korkea carbon steel cooling too fast | Esilämmitä muotti 150-200 °C ennen hitsausta. |
| Uppoaminen | Virheellinen langansyöttö | Varmista, että lanka työnnetään sulatusaltaan keskelle. |
Keskeinen tekninen näkemys: Mikrorakenteen merkitys
Kun laserpulssi osuu teräkseen, jäähdytysnopeus on erittäin korkea. Tämä luo a martensiittista mikrorakennetta hitsausalueella, joka on erittäin kova, mutta voi olla hauras. Pitkän kestävyyden varmistamiseksi suurissa korjauksissa on suoritettava "stressiä vähentävä" lämmityssykli metallirakenteen vakauttamiseksi.
4. Ruiskumuottien pintakäsittelytekniikat
Mikä on pintakäsittely muotinkorjauksessa?
Pintakäsittely on ohuen kerroksen erikoismateriaalia tai kemiallista muutosta muottiteräksen ulompaan "kuoreen". Korjausjaksossa tämä on viimeinen vaihe hitsauksen ja kiillotuksen jälkeen. Se on suunniteltu palauttamaan tai parantamaan muotin alkuperäistä suorituskykyä, erityisesti sen kulutuskestävyyttä, korroosiota ja kitkaa.
Pintakäsittelytyypit muotteille
4.2.1. Kova kromipinnoitus
Tämä on perinteinen sähkökemiallinen prosessi, jossa kromikerros levitetään suoraan teräkseen.
- Paras: Suojaa syövyttäviltä muoveilta, kuten PVC:ltä, ja parantaa osan "irrottamista".
- Kovuus: Tyypillisesti 65-70 HRC .
4.2.2. Sähkötön nikkelipinnoitus
Toisin kuin tavallinen pinnoitus, tämä käyttää kemiallista reaktiota sähkön sijaan, mikä varmistaa täysin tasaisen paksuuden jopa syvien reikien tai jäähdytyskanavien sisällä.
- Paras: Monimutkaiset geometriat, joissa tasainen paksuus on pakollinen.
4.2.3. Titaaninitridi (TiN) pinnoite
Kullanvärinen PVD (Physical Vapor Deposition) -pinnoite, joka on erittäin kova.
- Paras: Voimakkaasti hankaavat ympäristöt, kuten lasitäytteisiä hartseja käyttävät muotit.
- Kovuus: Jopa 80 HRC .
4.3. Pintakäsittelyn edut
Oikean hoidon soveltaminen tarjoaa kolme ensisijaista teknistä etua:
- Parempi kulutuskestävyys: Estää "huuhtoamisen" porteilla, joissa korkeapaineinen muovi virtaa.
- Tehostettu korroosiosuojaus: Suojaa kallista työkaluterästä vesihöyryltä ja happamilta sivutuotekaasuilta.
- Parannetut julkaisuominaisuudet: Vähentää muovin ja metallin välistä "tarttumista", mikä mahdollistaa nopeammat sykliajat ja vähemmän vaurioituneita osia.
4.4 Kuinka valita oikea hoito
Valinta riippuu muotin "vikatilasta":
- Jos muotti naarmuuntuu: Käytä TiN tai DLC (Diamond-Like Carbon) maksimaalisen kovuuden saavuttamiseksi.
- Jos muotti ruostuu: Käytä Sähkötön nikkeli 100 % kattavuuden takaamiseksi.
- Jos muovi tarttuu: Käytä Kova Chrome tai erikoistunut PTFE-infuusiopinnoitteet .
4.5. Pintakäsittelyprosessi: vaiheittaiset ohjeet
Vaihe 1: Muotin valmistelu ja puhdistus
Pinnoite kiinnittyy vain täysin puhtaaseen pintaan.
- Toimi: Suorita lopullinen kiillotus vaadittuun tasoon SPI-viimeistely (esim. A-2 peilipinta).
- Tekninen huomautus: Kiillotusaineesta jäljelle jääneet mikroskooppiset öljyt aiheuttavat pinnoitteen kuoriutumisen (delaminoitumisen).
Vaihe 2: Pinnoitteen levitys
Muotti asetetaan tyhjiökammioon (PVD/CVD:lle) tai kemialliseen kylpyyn (pinnoitusta varten).
- Tarkkuus: Pinnoitteita levitetään yleensä paksuudeltaan 0,002-0,010 mm joten ne eivät muuta osan lopullisia mittoja.
Vaihe 3: Hoidon jälkeiset prosessit
- Toimi: Tarkista pinnan reikien tai epätasaisen paksuuden varalta.
- Toimi: Suorita lopullinen mittatarkastus varmistaaksesi, että pinnoite ei ole ajanut työkalua "toleranssin ulkopuolelle".
4.6. Yleisten pintakäsittelyongelmien vianmääritys
| Ongelma | Todennäköinen syy | Ammattimainen ratkaisu |
|---|---|---|
| Kuorinta/hilseily | Huono pinnan puhdistus | Kuori pinnoite, kiillota uudelleen ja käytä ultraäänipuhdistusta. |
| Viimeistelyn tylsistyminen | Pinnoite on liian paksu | Vähennä kerrostumisaikaa; tarkista mikronin paksuusmittari. |
| Edge Buildup | Korkea current density (in plating) | Käytä “dummy” cathodes to pull excess current away from sharp corners. |
Tekninen määritelmä: PVD vs. CVD
- PVD (fysikaalinen höyrypinnoitus): Matalan lämpötilan tyhjiöprosessi (alle 500 °C), joka ei väännä muottiterästä.
- CVD (kemiallinen höyrypinnoitus): Korkean lämpötilan prosessi (jopa 1000 °C), joka luo vahvemman sidoksen, mutta voi vaatia muotin uudelleenkovettamisen jälkeenpäin.
5. Käytännön huomioita teknikoille
Kuinka teknikot pysyvät turvassa muotinkorjauksen aikana?
Turvallisuus on ensiarvoisen tärkeää käsiteltäessä suurienergisiä lasereita ja kemiallisia käsittelyjä.
- Laserturvallisuus: Työskentele aina määrätyssä paikassa Luokan 4 laseralue . Teknikkojen on käytettävä aallonpituuskohtaisia suojalaseja estääkseen heijastuneiden säteiden aiheuttaman pysyvän verkkokalvovaurion.
- Savun poisto: Hitsaus ja kemiallinen puhdistus vapauttavat mikroskooppisia metallihiukkasia ja VOC-yhdisteitä (Volatile Organic Compounds). Käytä paikallista poistoilmaa ilmanlaadun ylläpitämiseksi.
- Lämpösuojaus: Jopa paikallisen HAZ:n tapauksessa muotin pohja voi säilyttää merkittävästi lämpöä. Käytä lämmönkestäviä käsineitä käsitellessäsi komponentteja hitsauksen jälkeen.
Menestykseen tarvittavat laitteet ja työkalut
Ammattimainen muotinkorjaustyöpiste vaatii muutakin kuin vain hitsaajan. Tärkeitä työkaluja ovat:
- Stereomikroskooppi: Vähintään 10-kertainen suurennus hitsausaltaiden katseluun.
- Tarkkuushiomakoneet: Nopeat pneumaattiset tai sähköiset pyörivät työkalut hitsin "rouhintaan".
- Mikrokiillotussarjat: Timanttipastat ja keraamiset kivet palauttamaan SPI-pinnan viimeistelyn.
- Digitaaliset mikrometrit: Varmistaakseen, että korjaus on palauttanut osan alkuperäiseen toleranssiinsa.
Kustannusanalyysi: muotin korjaus vs. vaihto
Yksi teknikon tärkeimmistä tehtävistä on neuvoa johtoa sen suhteen, pitäisikö muotti korjata vai romuttaa.
Taulukko 2: Päätösmatriisi korjausta vs. vaihtamista varten
| tekijä | Korjaus (laserpinta) | Täysi vaihto |
|---|---|---|
| Tyypilliset kustannukset | 5–20 % alkuperäisen työkalun hinnasta | 100 % työkalun hinnasta |
| Toimitusaika | 24-72 tuntia | 8-16 viikkoa |
| Kestävyys | 80% - 100% alkuperäisestä elämästä | 100 % (uusi elinkaari) |
| Paras | Paikalliset vauriot, portit, jakoviivat | Katastrofaalinen rungon halkeilu, täydellinen huuhtoutuminen |
Tapaustutkimus: seisokkien vähentäminen autojen työkaluissa
Eräs Tier 1 -luokan autotoimittaja koki "portin jäätymisen" 32-onteloisen muotin kulumisen vuoksi.
- Ongelma: Jakoviivan välähdys aiheutti 15 %:n hylkäysprosentin.
- Ratkaisu: Teknikot käytössä H13 laserlanka jakolinjan uudelleen rakentamiseen, jonka jälkeen a TiN (titaaninitridi) PVD-pinnoite.
- Tulos: Muotti palasi tuotantoon sisällä 36 tuntia , ja pinnan kovuus nousi 52 HRC:stä 82 HRC:hen, mikä estää tulevaa kulumista.
6. Kehittyneet tekniikat ja tekniikat
Mitä ovat hybridikorjausmenetelmät?
Hybridikorjaus sisältää käytön Laserhitsaus rakenteellista entisöintiä ja sen jälkeen Pintakäsittely toiminnallisuuden parantamiseksi.
- Esimerkki: Vaurioituneen ejektorin tapin reiän hitsaus ja sen jälkeen kiinnitys Sähkötön nikkeli pinnoite koko levylle. Tämä varmistaa korjauksen lujuuden ja koko pinnan suojan ruosteelta.
Automaatio muotinkorjauksessa
Teollisuus on menossa kohti CNC laserhitsaus . Sen sijaan, että teknikko ohjaisi lankaa manuaalisesti mikroskoopin alla, robottikäsi seuraa esiohjelmoitua polkua. Tämä varmistaa hitsin paksuuden 100 %:n tasaisuuden ja on ihanteellinen suurien identtisten terien erien korjaamiseen.
Nousevat tekniikat: 3D-metallitulostus (lisäainevalmistus)
Teknikot käyttävät nyt katastrofaalisia vikoja, joissa muotista puuttuu suuria osia Suunnattu energialaskeuma (DED) . Tämä "3D-tulostus" työkaluteräs suoraan olemassa olevalle muottialustalle, joka sitten CNC-koneistetaan takaisin lopulliseen muotoon.
7. Yhteenveto avainkohdista
- Tarkkuus on avain: Laserhitsaus is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- Pinta synergia: Pintakäsittelys like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- Ennakoiva huolto: Kulumisen varhainen tunnistaminen mikroskooppisen tarkastuksen avulla voi estää kalliiden vaihtojen tarpeen.
Ruiskumuottien korjauksen tulevaisuus
Kun muoviosat monimutkaistuvat ja läpimenoajat lyhenevät, integrointi tapahtuu AI-ohjattu diagnostiikka and automaattinen laserkorjaus tulee vakiona. Teknikot, jotka hallitsevat sekä hitsauksen metallurgisen tieteen että pintapinnoitteiden kemian, ovat nykyaikaisen "Smart Factoryn" arvokkainta omaisuutta.
Teknisen vianmäärityksen tarkistuslista teknikoille
- Onko terästyyppi tunnistettu? (Yhdistä lanka epäjaloiseen metalliin).
- Onko pinta "kirkkaan puhdas"? (Ei öljyjä tai jäämiä).
- Onko laserparametrit asetettu? (Tarkista jouleet ja pisteen koko).
- Virtaako argonkaasua? (Estä hapettumista).
- Vastaako pinnoite hartsia? (esim. kromi PVC:lle).
Usein kysytyt kysymykset: Ruiskumuottien korjaus
Kuinka paljon laserhitsaus muotin korjaukseen yleensä maksaa?
Kustannukset laserhitsaus muotin korjaukseen vaihtelee yleensä 200–2000 dollaria korjauskertaa kohden riippuen geometrian monimutkaisuudesta ja tarvittavan materiaalin määrästä. Tämä merkitsee huomattavaa säästöä, koska se yleensä maksaa vain 5 % - 15 % vaihtomuotin hinnasta.
Osaatko hitsata muotin, joka on jo pintakäsitelty?
Kyllä, mutta pintapinnoite on poistettava ensin korjausalueella. Pinnoitteet kuten Kova Chrome or TiN on kuorittava kemiallisella etsauksella tai tarkkuushiomalla ennen hitsausta. Hitsaus suoraan pinnoitteen päälle aiheuttaa saastuminen , mikä johtaa hauraaseen hitsaukseen ja huonoon liimaukseen.
Mikä on paras pintakäsittely hankaaville muoville?
Lasikuiduilla tai mineraaleilla vahvistetut muovit, Titaaninitridi (TiN) or Diamond-Like Carbon (DLC) ovat parhaita pintakäsittelyjä. Nämä PVD-pinnoitteet tarjoavat pinnan kovuuden yli 80 HRC , joka vastustaa tehokkaasti hankaavien hartsien "hiekkapuhallusvaikutusta".
Kuinka kauan tyypillinen laserhitsauksen korjaus kestää?
Useimmat pienet laserhitsauksen korjaukset voidaan suorittaa 2-4 tuntia , mukaan lukien valmistelu ja puhdistus. Jos korjaus vaatii laajaa hitsauksen jälkeistä kiillotusta tai toissijaisia pintakäsittelyjä, kuten PVD-pinnoitusta, kokonaistoimitusaika on yleensä 24-72 tuntia .
Aiheuttaako laserhitsaus muotin vääntymistä?
ei, laserhitsaus ei aiheuta vääntymistä kun se suoritetaan oikein. Koska laser tuottaa erittäin keskittyneen säteen a Minimaalinen lämpövaikutusalue (HAZ) , suurin osa muotista pysyy huoneenlämpötilassa, mikä säilyttää työkalun rakenteellisen eheyden ja mittatoleranssit.
Mitä eroa on TIG-hitsauksella ja muottien laserhitsauksella?
Ensisijainen ero on lämmön syöttö .
- TIG-hitsaus käyttää korkean lämpötilan kaaria, joka luo suuren HAZ:n, mikä vaatii usein koko muotin hehkuttamista ja uudelleen kovettamista.
- Laserhitsaus käyttää tarkkaa valonsädettä, joka luo mikroskooppisen sulatusaltaan, mikä mahdollistaa valmiiden, karkaistujen työkalujen korjaukset vaikuttamatta ympäröivään materiaaliin.
Kuinka valitsen oikean laserhitsauslangan?
Sinun täytyy vastaa kemiallista koostumusta hitsauslangan pohjamuotin teräkseen. Esimerkiksi käyttää H13-lanka H13-työkaluteräkselle . Väärän johdon käyttäminen voi johtaa "todistajalinjoihin" tai "haamukuviin" muotin kiillotuksen jälkeen, mikä näkyy virheinä lopullisissa muoviosissa.
Pikaviitetaulukko: Korjausratkaisut vian mukaan
| Vian tyyppi | Suositeltu korjaus | Miksi? |
|---|---|---|
| Parting Line Flash | Laserhitsaus (P20/H13) | Rakentaa terävät reunat uudelleen ilman vääristymiä. |
| PVC:n happokorroosio | Sähkötön nikkeli Plating | Tarjoaa 100 % kemiallisen esteen kaikissa onteloissa. |
| Gate Washout | Laser Weld TiN-pinnoite | Palauttaa mitat ja lisää kulutuskestävyyttä. |
| Ejector Pin pisteytys | Mikrokiillotus DLC | Vähentää kitkaa ja estää tappien juuttumisen. |

