
Salama on yksi ruiskupuristuksen yleisimmistä vioista – ja yksi virheellisesti diagnosoiduista. Ohuet ylimääräisen materiaalin siivet, joita esiintyy leikkauslinjoissa, ejektorin tapeissa tai väliliitännöissä, syytetään usein pelkästään prosessiparametreista, kun perimmäinen syy on usein työkalut. Tämä opas tarjoaa systemaattisen diagnostisen kehyksen, joka kattaa kaikki seitsemän perussyyluokkaa, kvantitatiiviset ehkäisystandardit ja korjaavien toimenpiteiden prioriteettimatriisin välähdyksen poistamiseksi tehokkaasti.
1. Mikä on homeen vilkkuminen?
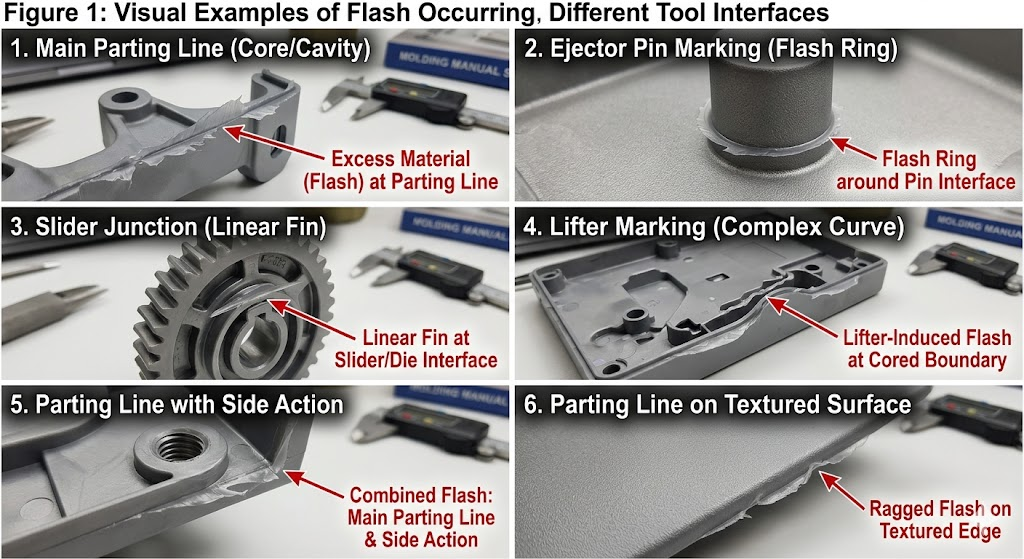
Salama (myös: vilkku, purse) on ylimääräistä materiaalia, joka poistuu muotin ontelosta minkä tahansa työkalun raon kautta ennen jäätymistä. Se näkyy ohuena evänä, nauhana tai höyhenen reunana, joka on kiinnitetty osaan osoitteessa:
- Erotuslinjat - yleisin sijainti
- Ejektorinastaliitännät — pyöreät salamarenkaat pintojen ympärillä
- Liuku- ja nostoliitännät — lineaariset siivekkeet sivutoimisia kosketuspintoja pitkin
- Lisää rajat — metallisilla sisäkereillä terävalussa
- Tuuletuspaikat — jos tuuletusaukot ovat ylimitoitettuja tai kuluneita
- Sulkupinnat — ydinosissa ja läpivientirei'issä
Salama ei ole vain kosmeettista. Se lisää toissijaisia leikkaustoimenpiteitä, vaarantaa kokoonpanon häiriöitä, luo teräviä reunoja (vamman ja tiivisteen rikkoutumisen vaara) ja laukaisee lääketieteellisissä tai elintarvikkeiden kanssa kosketuksissa olevissa sovelluksissa säännösten noudattamatta jättämisen. Vielä tärkeämpää on, että se ilmoittaa aukosta muottijärjestelmässä, joka, jos sitä ei käsitellä, levenee asteittain jokaisen laukauksen yhteydessä.
2. Seitsemän perussyykategoriaa
Salamalla on aina sama välitön syy – paineen alainen materiaali löytää aukon. Mutta tämän aukon alkuperä jakautuu seitsemään eri luokkaan, joista jokainen vaatii erilaisia korjaavia toimia.
2.1 Riittämätön puristusvoima
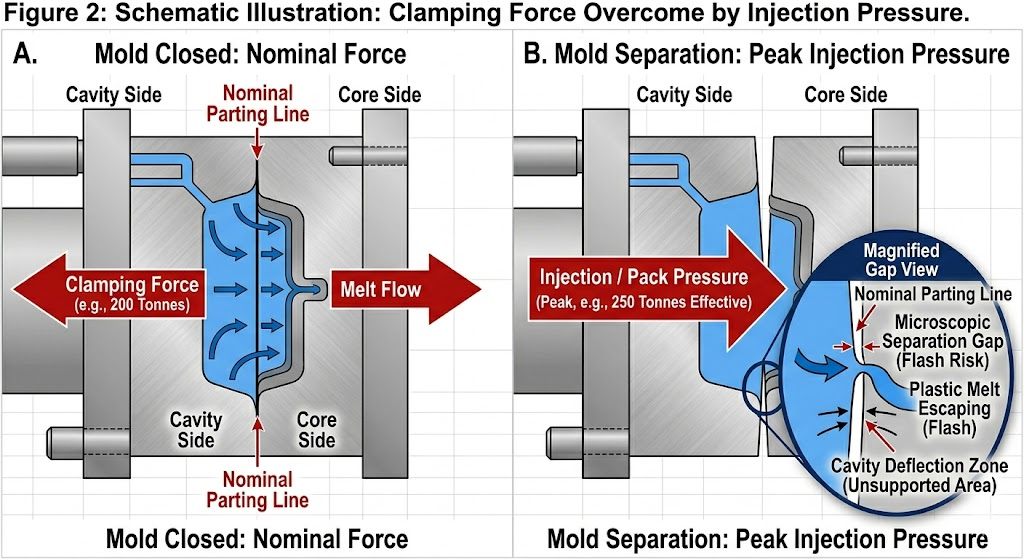
Useimmiten huomiotta jäänyt syy. Jos ruiskutuspaine ylittää puristimen tehokkaan puristusvoiman osan ja jakojärjestelmän projisoidulla alueella, muottilevyt erottuvat hetkellisesti täytön ja pakkaamisen aikana, mikä luo dynaamisen raon jakolinjaan.
Diagnostinen tarkistus:
Vaadittu puristusvoima (tonnia) = Projisoitu pinta-ala (cm²) × Ontelopaine (MPa) ÷ 100Osalle, jonka projektiopinta-ala on 180 cm² (sisältäen kannattimet) täytettynä 80 MPa:n keskimääräisellä ontelopaineella:
Vaadittu puristin = 180 × 80 ÷ 100 = vähintään 144 tonniaLisää 20–25 % turvamarginaali → Vähintään 175-180 tonnia.
Tämän osan käyttäminen 150 tonnin puristimella saa aikaan jakoviivan välähdyksen muista parametrien säädöistä riippumatta.
Yleinen virhe: Projisoitu pinta-ala lasketaan vain osasta, poislukien jakojärjestelmä. Jousi, kannattimet ja portit vaikuttavat merkittävästi ennustettuun pinta-alaan ja onteloon.
| Materiaali | Tyypillinen kaviteettipainealue | Puristusvoiman nyrkkisääntö |
|---|---|---|
| PP, PE (ohut seinä) | 40-80 MPa | 0,4-0,8 t/cm² |
| ABS, PS | 50-90 MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60-100 MPa | 0,6–1,0 t/cm² |
| PC, PC/ABS | 80-130 MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90-150 MPa | 0,9-1,5 t/cm² |
| POM | 70-110 MPa | 0,7–1,1 t/cm² |
2.2 Jakopinnan kuluminen tai vaurioituminen
Erotuspinta (PS) on ensisijainen tiiviste ontelon ja ilmakehän välillä. Mikä tahansa poikkeama täydellisestä tasaisuudesta – olipa kyseessä kuluminen, iskuvauriot, EDM-kipinäeroosio tai riittämätön pinnan kovuus – mahdollistaa materiaalin karkaamisen.
Kriittiset toleranssit:
| Muotin koko | Suurin sallittu PS-tasaisuuspoikkeama | Suositeltu teräksen kovuus |
|---|---|---|
| Pieni (<250 × 250 mm) | 0,005 mm | 48-52 HRC |
| Keskikokoinen (250–500 mm) | 0,008 mm | 48-52 HRC |
| Suuri (> 500 mm) | 0,010-0,012 mm | 44-48 HRC |
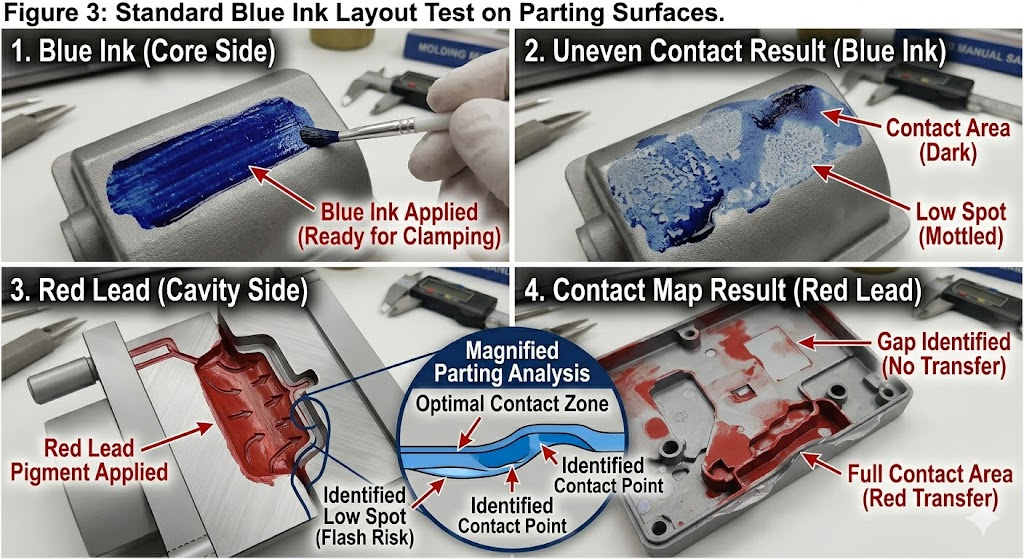
Tarkastusprotokolla: Sinisen musteen siirtotesti tai rakotulkin pyyhkäisy koko erotuspinnalla. Mikä tahansa rako > 0,010 mm hyödykemateriaalissa tai > 0,005 mm matalaviskositeettisessa materiaalissa (LCP, PPS) on leimahdusriski.
Korjausmenetelmät vakavuuden mukaan:
| Vahinkotyyppi | Korjausmenetelmä | Toimitusaika |
|---|---|---|
| Vähäistä kulumaa (<0,05 mm matala alue) | Laserhitsauksen uudelleenkiillotus | 1-3 päivää |
| Kohtalainen kuluminen (0,05–0,2 mm) | Suihkuhitsaus tai TIG-hitsauskone | 3-5 päivää |
| Iskuvaurio / kolhu | Laserhitsaus EDM-kipinä | 2-4 päivää |
| Laaja kuluminen (>0,2 mm) | Täysi PS-kuori pintahiomakoneella | 3-7 päivää |
| Toistuva salama samassa paikassa | Hardface-hitsaus (Stellite) -kiillotus | 5-10 päivää |
2.3 Liian suuri ruiskutusnopeus tai paine
Jopa geometrisesti täydellinen muotti välähtää, jos prosessiparametrit työntävät onkalopaineen puristusvoimakapasiteetin yli tai jos ruiskutusnopeus on riittävän korkea luomaan hydraulisen kiilavaikutuksen erotuslinjaan ennen kuin puristusvoimakkuus kehittyy täysin.
Salaman aiheuttavat prosessiolosuhteet:
- Ruiskutusnopeus asetettu niin suureksi, että onkalo täyttyy <0,3 sekunnissa – huippupainepiikki ylittää puristimen kapasiteetin hetkellisesti
- Pakkauspaine asetettu yli 80 %:iin ruiskutuspaineesta matalaviskositeettisen materiaalin kohdalla
- Odotusaika pidennetään portin jäätymisen jälkeen – jatkuva paine portin jäätymisen jälkeen siirtää voiman muottilevyihin, ei osan tiivistykseen
- Sulamislämpötila liian korkea — alentaa viskositeettia, materiaali virtaa aggressiivisemmin mihin tahansa rakoon
Prosessin säätöjärjestys (ennen työkalujen toimenpiteitä):
- Pienennä ruiskutusnopeutta 10 %:n välein – tarkista, hidastuuko salama
- Pienennä pakkauksen paine 60–70 prosenttiin täyttöpaineesta
- Varmista, että pitoaika ei ylitä portin jäätymisaikaa (käytä portin jäätymistutkimusta)
- Alenna sulatuslämpötilaa 5-10°C
- Jos salama jatkuu kaikkien neljän säädön jälkeen – perimmäinen syy on työkalut, ei prosessi
2.4 Materiaalin viskositeetti liian alhainen
Matalaviskositeettiset materiaalit virtaavat rakoihin, joita normaaliviskositeettiset materiaalit siltaavat. Tästä syystä PPS-, LCP- ja matalamolekyylipainoiset PA-laadut vaativat tiukempia erotuspinnan toleransseja kuin ABS tai PP.
Sulavirtaindeksi (MFI) flash-riskin indikaattorina:
| Rahalaitosalue (g/10 min) | Flash-riskiluokka | Suurin sallittu PS-väli |
|---|---|---|
| <5 | Matala | 0,020 mm |
| 5-20 | Kohtalainen | 0,015 mm |
| 20-50 | Korkea | 0,010 mm |
| > 50 (esim. LCP, ohutseinäinen PP) | Erittäin korkea | 0,005-0,008 mm |
Materiaalierän vaihtelu: Rahalaitos voi vaihdella ±15–25 % saman arvosanan erien välillä. Muotti, joka kulkee leimahduskynnyksellä yhdellä erällä, voi välähtää seuraavan kanssa. Tarkista aina saapuva MFI muotin kelpoisuustietojen perusteella.
2.5 Muotin lämpötila liian korkea
Korotettu muotin lämpötila alentaa jakopinnan kanssa kosketuksissa olevan sulakerroksen viskositeettia ja pidentää aikaikkunaa, jonka aikana materiaali on tarpeeksi juoksevaa tunkeutumaan rakoihin. Tämä on erityisen tärkeää seuraaville:
- Kiteiset materiaalit terävillä sulamispisteillä (POM, PPS, PA)
- Materiaalit kulkevat lähellä suositellun muottilämpötila-alueen ylärajaa
- Kuumakanavamuotit, joissa jakoputken lämmön imeytys voi nostaa muottilevyn lämpötilaa paikallisesti
Nyrkkisääntö: Jokainen 10 °C:n nousu muotin lämpötilassa suositellun vähimmäistason yläpuolelle lisää leimahdusherkkyyttä noin yhdellä viskositeettiasteella, mikä vastaa 20 %:n lisäystä MFI:ssä.
2.6 Muotin suunnittelun puutteet
Muottien geometriset ominaisuudet, jotka luovat välähdysriskin:
Tukemattomat jakopinnan jännevälit: Suuret tasaiset erotuspinnat ilman tukipilareita taipuvat ontelopaineen vaikutuksesta. 400 × 400 mm:n tukematon P20-teräksinen muottilevy taipuu 0,03–0,08 mm 80 MPa:n paineella, mikä riittää tuottamaan välähdyksen kehälle.
Tukipilarin suunnittelusääntö: Suurin tukematon jänneväli tukipilarien välillä = 150 mm keskiraskasta muotteja varten. Lisää pilarit 120–130 mm:n keskikohtiin korkeapainemateriaaleille (PC, PPS).
Riittämätön maanleveys jakoviivalla: "Maan" - kapea litteä nauha välittömästi jakopinnan ontelon vieressä - on oltava riittävän leveä kestämään paineen aiheuttamaa muodonmuutosta. Suositeltu vähimmäisleveys:
| Materiaali | Maan vähimmäisleveys |
|---|---|
| PP, PE, ABS | 3-5 mm |
| PA, POM, PC | 5-8 mm |
| PPS, LCP | 8-12 mm |
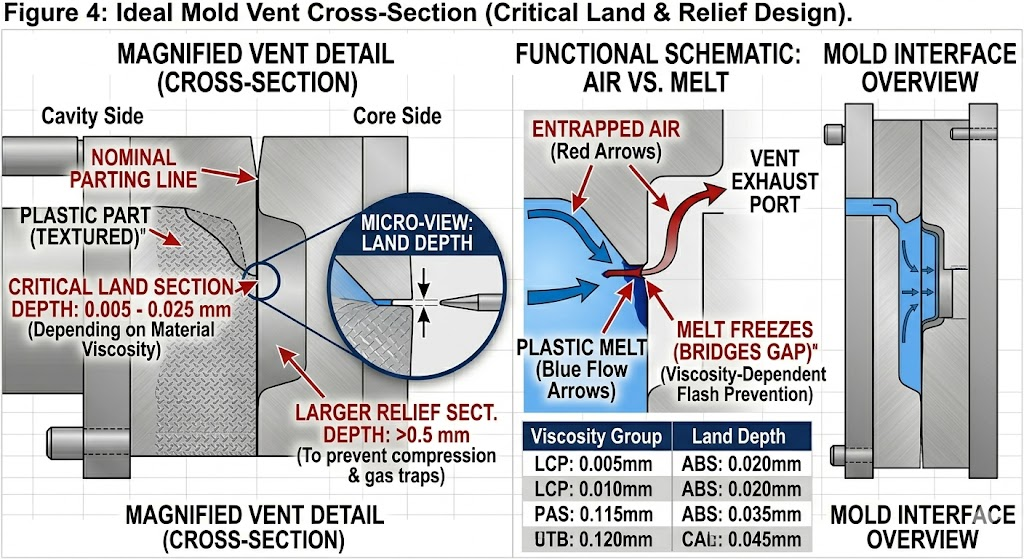
Tuuletussyvyys liian syvä: Tuuletusaukot ovat tahallisia aukkoja – ylimitoitettuina niistä tulee salamageneraattoreita. Normaalit tuuletussyvyysohjeet:
| Materiaali | Tuuletussyvyys (maaosa) | Tuuletussyvyys (kosketusosa) |
|---|---|---|
| PP, PE | 0,015-0,025 mm | 0,5-0,8 mm |
| ABS, PS | 0,010-0,020 mm | 0,5-0,8 mm |
| PA, POM | 0,010-0,015 mm | 0,3-0,5 mm |
| PC, PC/ABS | 0,008-0,015 mm | 0,3-0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2-0,3 mm |
2.7 Kuluneet tai väärin kohdistetut liikkuvat osat
Sivutoiminnot, nostimet, ytimen vedot ja ejektorin tapit luovat dynaamisia rajapintoja, jotka liikkuvat joka syklissä. Nämä liitännät kuluvat asteittain ja ovat yleisin salaman lähde suuren volyymin tuotannossa, joka ei ollut aiemmin salama.
Ejektorin tapin välähdys: Tapin halkaisijan ja reiän halkaisijan välinen välys on pidettävä tiukoissa rajoissa. Vakioväli materiaalin mukaan:
| Materiaali | Ejektoritapin välys (per puoli) |
|---|---|
| PP, PE, ABS | 0,010-0,020 mm |
| PA, POM | 0,008-0,015 mm |
| PC, PC/ABS | 0,005-0,012 mm |
| PPS, LCP | 0,003-0,008 mm |
Näiden rajojen ylittävät välykset aiheuttavat näkyvän nastan välähdyksen. Niiden alla tapit sitoutuvat ja katkeavat. Tämä on kulumisen hallintaongelma – tappivälykset tulee tarkistaa 100 000–200 000 laukauksen välein suuritehoisilla työkaluilla.
Liuku- ja nostimen käyttöliittymän salama: Kuluminen sivuliikettä ohjaavissa kulutuslevyissä mahdollistaa liukupinnan siirtymisen 0,01–0,05 mm istuinpinnastaan - riittää salamalle. Gib-kulutuslevyjen tulee olla vaihdettavia komponentteja kaikissa tuotantomuoteissa, ja tarkastusvälit on määritelty muotin huoltosuunnitelmassa.
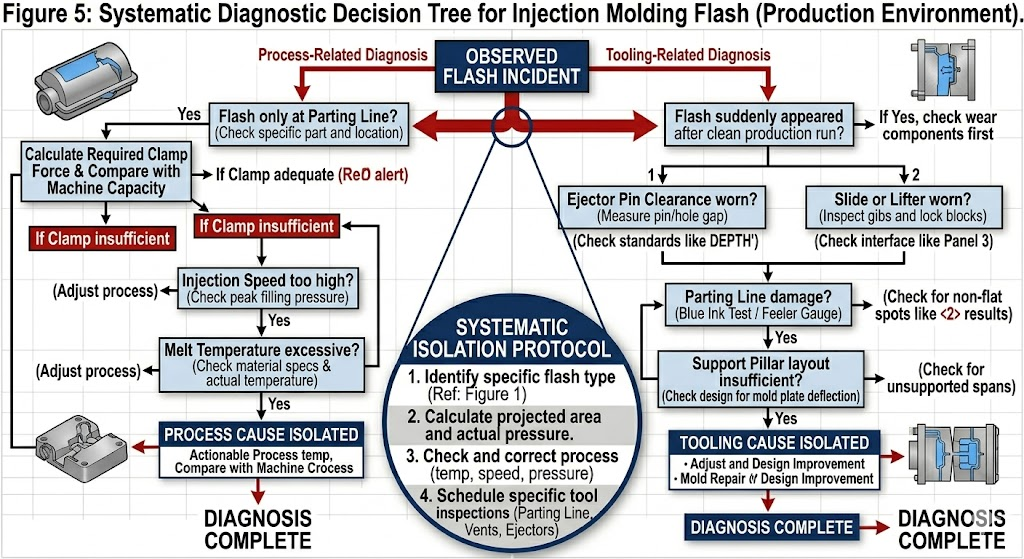
3. Flash-diagnostiikkapäätöspuu
Käytä tätä järjestystä tunnistaaksesi perimmäinen syy ilman tarpeetonta muotin purkamista:
SALAMAA HAvainnoitu│├── Vilkkuuko vain erotusviivalla?│ ├── KYLLÄ → Tarkista ensin puristusvoiman laskenta│ │ → Tarkista sitten PS:n tasaisuus (sinisen musteen testi)│ │ → Vähennä sitten ruiskutusnopeutta / pakkauspainetta│ └── EI → Jatka alla│├── Vilkkuuko vain ejektorin tapeissa?│ └── KYLLÄ → Mittaa tappien välinen välys│ → Tarkista tapin pituus (pitkät tapit = suurempi kosketuspaine)│ → Varmista, että ejektorilevyn paluuputki on kunnolla paikallaan ennen kuin puristin sulkeutuu│├── Vilkkuuko liuku-/nostinrajapinnassa?│ └── KYLLÄ → Tarkasta gib-kulumislevyt (tutka)│ → Tarkista liukuistuinvoima / lukituskulma│ → Tarkista kantapään kosketus│├── Salama tuuletusaukoissa?│ └── KYLLÄ → Mittaa tuuletussyvyys (tavoite: leikkaa uudelleen spesifikaatioiden mukaan)│ → Tarkista tuuletusaukon eroosio (hankaava lasitäytteinen materiaali)│├── Salama ilmestyi yhtäkkiä X puhtaan tuotannon jälkeen?│ └── KYLLÄ → Kulumiseen liittyvä syy (joukko, jakopinta, ejektorin tapit)│ → Suunnittele muotin tarkastus / ennaltaehkäisevä huolto│└── Salama käytössä ensimmäisestä uudesta muotista? └── KYLLÄ → Suunnittelun tai rakentamisen laatuongelma → Tarkista puristusvoiman laskenta → Tarkista jakopinnan hiontalaatu → Tarkista tukipilarin asettelu → Tarkista tuuletussyvyydet spesifikaatioiden mukaan
4. Ennaltaehkäisystandardit muotin valmistusvaiheen mukaan
Kustannustehokkain salamanesto tapahtuu ennen kuin muotti suorittaa ensimmäisen laukauksensa.
4.1 Suunnitteluvaihe
- Suorita muottivirtausontelopainesimulaatio – varmista, että ontelon huippupaine × projisoitu pinta-ala ei ylitä 80 % suunnitellusta puristinkapasiteetista
- Suunnittele tukipilarit ≤150 mm:n keskipisteissä kaikille ontelopaineille >60 MPa
- Määritä maan vähimmäisleveys materiaaliluokittain (osio 2.6)
- Suunnittele tuuletussyvyys materiaalimäärittelyn mukaan – älä luota oletustyöstövarauksiin
- Määritä ejektorin tapin välys muottipiirustuksessa – sen tulee näkyä toleranssilohkossa, eikä sitä saa jättää koneistajien harkintaan
4.2 Muotin rakennusvaihe
- Tarkista irtopinnan tasaisuus pintahiomakoneella ennen lopullista kokoamista – dokumentoi mittaus
- Sinisen musteen testi täyden asennuksen jälkeen – 100 %:n irtoamispinnan kosketus vaaditaan ennen ensimmäistä koetta
- Mittaa ja kirjaa kaikki ejektorin tappien välykset — vähintään 5 näytetappia muottia kohden, täysi sarja kriittisiä muotteja varten
- Tarkista objektilasien istuvuus puristuskuormituksen alaisena ennen ensimmäistä injektiota – käytä savea tai Fuji Prescale -kalvoa
4.3 Ensimmäinen artikkelin kokeiluvaihe
- Aloita 50 % ruiskutusnopeudella ja 60 % pakkauspaineella – lisää asteittain
- Tallenna prosessiikkunan yläraja (salaman alkaminen) — tämä on kriittinen muotin kelpoisuusparametri
- Asiakirjan käsittelyikkunan leveys: lyhyen laukauksen ja välähdyksen alkamisen välisen eron tulee olla ≥15 % ruiskutuspaineesta vankalle muotille
4.4 Tuotantovaihe
- Määritä ennaltaehkäisevät huoltovälit: irtopinnan tarkastukseen (200 000 laukauksen välein), kulumislevyn mittaukseen (150 000 laukauksen välein), ejektorin tapin välyksen tarkastukseen (joka 100 000 laukauksen välein suuritehoisille työkaluille)
- Seuraa salamatilanteita sijainnin mukaan SPC-järjestelmässä – progressiivinen välähdys yhdessä paikassa ilmoittaa kulumisesta ennen kuin siitä tulee laadukas pako
- Säilytä aineistoa rahalaitosten saapuvista tarkastuksista — korreloi flash-tapahtumat rahalaitostietojen kanssa
5. Korjaavan toiminnan prioriteettimatriisi
Kun tuotannossa havaitaan välähdystä, käytä tätä matriisia priorisoidaksesi korjaavat toimet kustannusten ja tehokkuuden perusteella:
| Toiminta | Kustannukset | Aika toteuttaa | Tehokkuus | Prioriteetti |
|---|---|---|---|---|
| Vähennä ruiskutusnopeutta / pakkauspainetta | Nolla | Välitön | Korkea (if process-caused) | 1 |
| Tarkista puristusvoiman riittävyys – siirry suurempaan puristimeen | Matala | Sama vuoro | Ehdoton kiristyksen aiheuttama salama | 2 |
| Sinisen musteen testi – tunnista PS-kosketinväli | Matala | 2-4 tuntia | Diagnostinen, ei korjaava | 3 |
| PS-matalien kohtien laserhitsauksen korjaus | Keskikokoinen | 1-3 päivää | Pysyvä kulumista aiheuttavalle salamalle | 4 |
| Vaihda kuluneet gib-kulumislevyt | Matala–Medium | 4-8 tuntia | Pysyvä liukusalamalle | 5 |
| Vaihda ejektorin tapit (ylimitoitettu välys) | Matala | 4-8 tuntia | Pysyvä pin-salamaa varten | 6 |
| Hio erotuspinta uudelleen | Keskikokoinen | 3-7 päivää | Pysyvä yleiseen PS-käyttöön | 7 |
| Lisää tukipilareita (suunnittelun puute) | Korkea | 2-4 viikkoa | Pysyvä taipuman aiheuttamaa salamaa varten | 8 |
| Lisää teräksen kovuutta (syötä uudelleen kovempaan teräkseen) | Korkea | 3-6 viikkoa | Pitkäaikainen kulumisen esto | 9 |
6. Erikoistapaukset: Korkean salamariskin materiaalit
PPS ja LCP
Molempien materiaalien sulaviskositeetti on 3–5 kertaa pienempi kuin ABS prosessointilämpötiloissa. He löytävät ja hyödyntävät mitä tahansa aukkoja, jotka standardimateriaalit ylittävät. PPS:tä tai LCP:tä käyttävät muotit on rakennettava alusta alkaen tiukempiin toleransseihin – vakiotoleranssimuotin jälkiasentaminen PPS:ää varten on harvoin kustannustehokasta.
Pakolliset vaatimukset:
- S136 tai 420SS onteloteräs (korroosio ja kovuus)
- Jakopinnan tasaisuus ≤0,005 mm
- Ejektoritapin välys ≤0,006 mm per sivu
- Tuuletussyvyys ≤0,008 mm maa-alue
- Tukipilarit korkeintaan 120 mm keskipisteissä
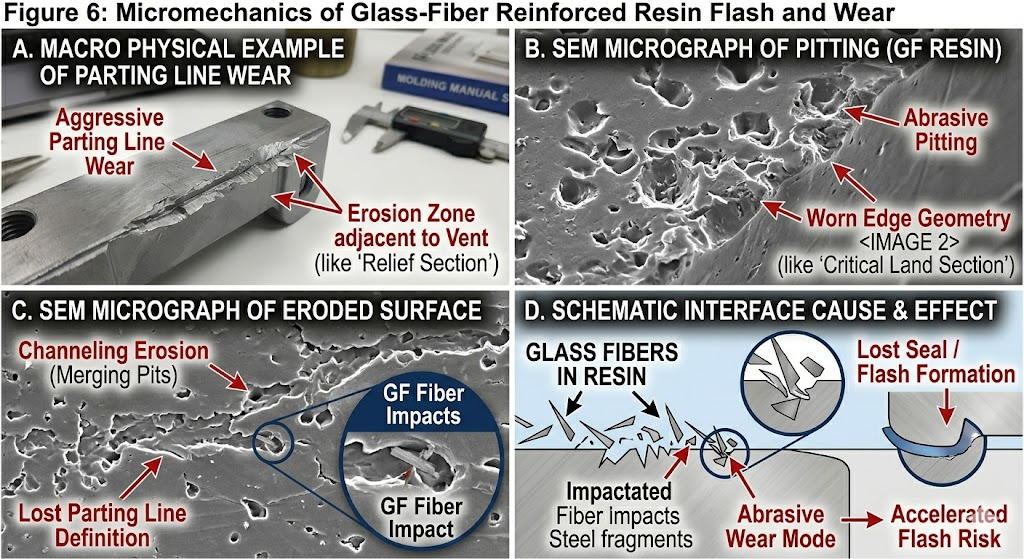
Lasitäyttöiset teräslaadut (GF30 ja uudemmat)
Lasikuidut ovat hankaavia. Jakopinnat, tuuletusaukot ja ejektorin tappien reiät kuluvat nopeammin GF-täytteisessä tuotannossa kuin täyttämättömät teräslajit. Huoltovälejä tulee lyhentää 30–40 % verrattuna täyttämättömiin materiaaliaikatauluihin. Karkaistuja teräsosia (≥50 HRC) suositellaan voimakkaasti kuluviin kohteisiin (porttialueet, jakoviiva portin vieressä).
Ohutseinäiset osat (<1,0 mm seinä)
Ohutseinäiset osat vaativat suuria ruiskutusnopeuksia ja -paineita – työntämällä ontelopaine puristuskiinnityskapasiteetin ylärajaan. Lyhyen kuvan ja salaman välinen prosessiikkuna on hyvin kapea (joskus <5 % ruiskutuspaineesta). Nämä muotit vaativat:
- Tarkka leikkauspinta (≤0,005 mm tasaisuus)
- Suurempi puristus kuin puristinlaskenta yksinään ehdottaa (lisää 30 % marginaalia)
- Reaaliaikaiset kaviteettipaineanturit – suljetun silmukan painallusohjaus välähdyksen estämiseksi
7. Flashin hinta: miksi eliminointi kannattaa
Laatujärjestelmissä Flashin hinta lasketaan harvoin tarkasti. Todellinen hinta sisältää:
| Kustannukset Element | Tyypillinen alue per osa | Huomautuksia |
|---|---|---|
| Työvoiman leikkaaminen | 0,05–0,40 dollaria | Riippuu salaman sijainnista ja käytettävyydestä |
| Työkalujen kuluminen salaman vaikutuksesta (kiihtynyt PS-vaurio) | 0,01–0,05 dollaria kuoletettuna | Salama kuluttaa PS:ää, mikä aiheuttaa huononevan syklin |
| Lisääntynyt romutusmäärä (salama aiheuttaa osan hylkäämisen) | 1-5 % tuotannon arvosta | Korkeaer for tight-tolerance parts |
| Kokoonpanolinjan pysähtymiset (salama aiheuttaa sopivuusongelmia) | Muuttuva | Voi käynnistää asiakkaiden takaisinperinnän |
| Asiakkaan palautukset / kenttävirheet | Korkea | Erityisesti pintojen tiivistämiseen |
| Muotin korjaus seisokit | 500–5000 dollaria tapausta kohden | Lisäksi menetetty tuotantomahdollisuus |
Keskimääräisen volyymin osan osalta 500 000 osaa/vuosi, 0,20 $/osa trimmauskustannukset ja 2 % salamaan liittyvää romua, ratkaisemattoman salaman vuosikustannukset ylittävät 150 000 dollaria — paljon enemmän kuin kunnollisen irtopinnan korjauksen tai muotin huolto-ohjelman kustannukset.
8. Johtopäätös
Flash on oire, ei perimmäinen syy. Sen ratkaiseminen pysyvästi edellyttää sen tunnistamista, mikä seitsemästä perussyykategoriasta – puristusvoima, irtopinnan kunto, prosessiparametrit, materiaalin viskositeetti, muotin lämpötila, suunnittelun puute tai komponenttien kuluminen – on todellinen tekijä. Pelkästään prosessisäädöt estävät salaman väliaikaisesti; työkalut ja suunnittelukorjaukset poistavat sen pysyvästi.
Kustannustehokkain strategia on ennaltaehkäisy: suunnitellaan erotuspinnat, tukirakenteet ja tuuletusgeometriat oikeiden spesifikaatioiden mukaan kulloisellekin materiaalille ja toteutetaan jäsennelty ennaltaehkäisevä huolto-ohjelma, joka vangitsee kulumisen ennen kuin siitä tulee laadukas pako.
Aiheeseen liittyviä artikkeleita:
- Sen ymmärtäminen, mitä lyhyt lyönti on ruiskuvalussa: syyt, ratkaisut ja ehkäisy
- Kutistumisen ja vääntymisen hallinta ruiskuvalussa: Tekninen opas OEM-valmistajille
- Ruiskumuotin uusiminen: Voitko muuntaa 2-ontelotyökalun 4-ontelotyökaluksi?
- Lopullinen opas ruiskumuotin korjaukseen: laserhitsaus ja pintakäsittelytekniikat
- Valintaopas korkean tarkkuuden ruiskumuottiteräkselle
IMTEC-muotti | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kiina | [email protected] | 86 153 5648 7586

