
Johdanto: enemmän kuin pelkkä "pehmeä kosketus"
Ajattele, milloin viimeksi valitsit korkealaatuisen sähkötyökalun tai ensiluokkaisen hammasharjan. Tunsit luultavasti kovan, tukevan muovirakenteen alta, mutta kätesi lepäsi pehmeällä, pitävällä kumipinnalla. Se ei tuntunut kahdelta erilliseltä osalta liimattua yhteen; se tuntui yhdeltä, yhtenäiseltä esineeltä.
Se on voima ylimuovaus .
Tilausvalmistuksen maailmassa joudumme usein valitsemaan kestävyyden ja mukavuuden välillä tai toimivuuden ja esteettisyyden välillä. Ylimuovaus poistaa tämän valinnan. Sen avulla suunnittelijat voivat yhdistää useita materiaaleja yhdeksi osaksi yhdistäen jäykän muovin rakenteellisen eheyden pehmeän elastomeerin tuntoon liittyviin etuihin.
Mutta ylimuovaus ei ole vain sitä, että saa asiat tuntumaan mukavilta. Insinööreille ja yritysasiakkaille se edustaa strategista valmistuspäätöstä, joka voi yksinkertaistaa kokoonpanolinjoja, tiivistää kosteuden ja vaimentaa tärinää – usein samalla alentaen kokonaistuotantokustannuksia.
Mitä Ylimuovaus on?
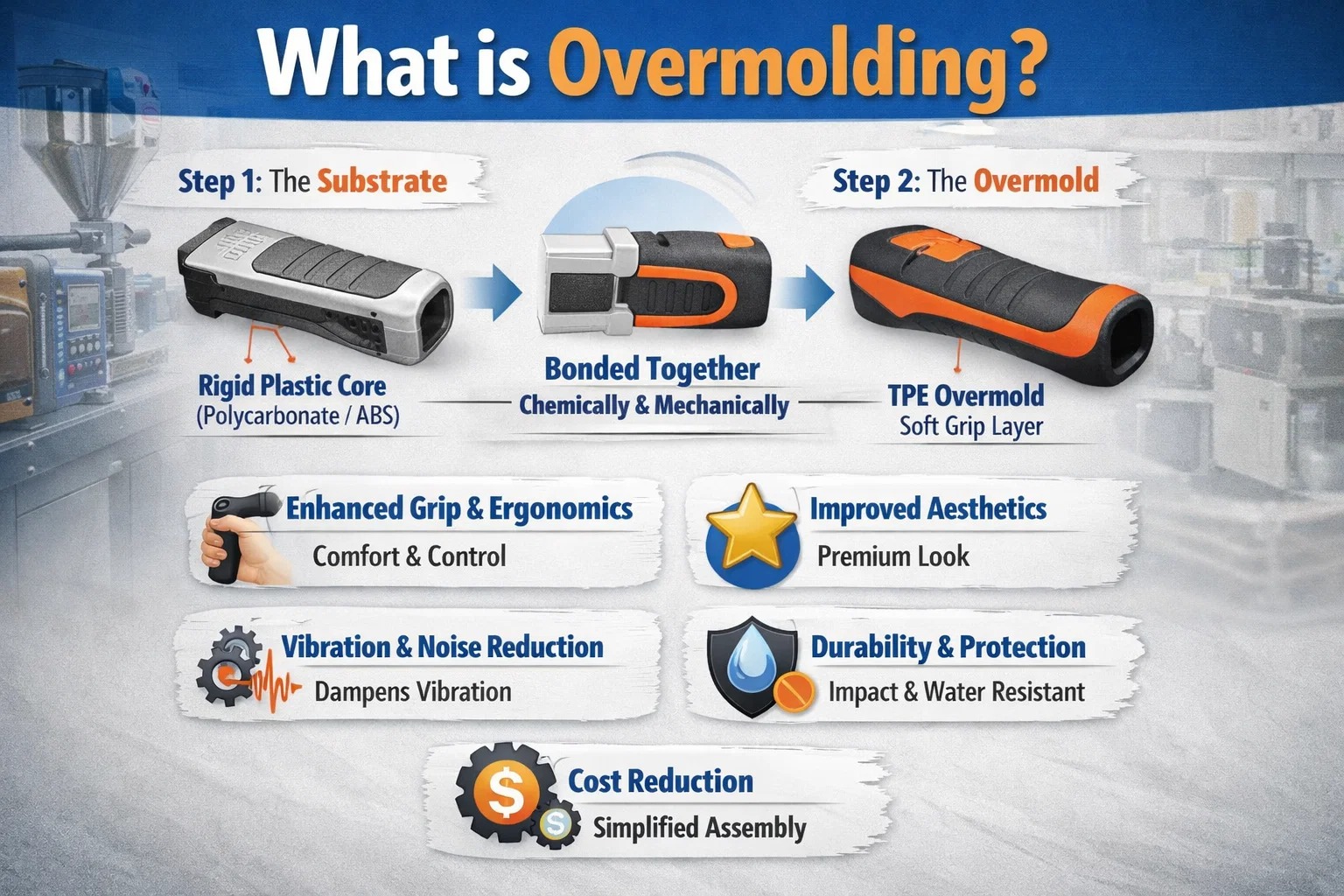
Pohjimmiltaan päällemuovaus on ruiskuvaluprosessi, jossa yksi materiaali (yleensä pehmeä kumi tai termoplastinen elastomeeri) muovataan suoraan toisen materiaalin (yleensä jäykän muovin) päälle.
On hyödyllistä ajatella sitä kaksivaiheisena suhteena:
- Substraatti: Tämä on pohjaosa. Se on yleensä jäykkä muovi, kuten polykarbonaatti tai ABS, joka muodostaa "luurangan" tai rakenteen.
- Overmold: Tämä on valettu materiaali ohi substraatti. It acts as the “skin,” providing grip, color, or protection.
Toisin kuin yksinkertainen kokoonpano, jossa voit ruuvata kumipuskurin muovirasiaan, päällemuovaus luo pysyvän sidoksen. Tämä sidos saadaan aikaan joko kemiallisesti (materiaalit sulavat yhteen molekyylitasolla) tai mekaanisesti (päällysmuotti virtaa substraatin aliviivoihin ja reikiin lukittuakseen itsensä).
Overmoldingin edut
Miksi vaikeudet suunnitella kaksivaiheista muotia tai hallita kahta eri materiaalia? Koska tuotteen arvon hyöty on valtava. Tästä syystä valmistajat valitsevat muovauksen mukautetuille osilleen:
1. Parannettu pito ja ergonomia
Tämä on näkyvin hyöty. Jos suunnittelet kädessä pidettävää laitetta – olipa kyseessä sitten kirurginen instrumentti tai viivakoodilukija – käyttäjän väsymys on todellinen ongelma. Jäykkä muovikahva muuttuu liukkaaksi märkänä tai hikinä. TPE-kerroksen (Thermoplastic Elastomer) päällemuovaus lisää kitkaa ja pehmeyttä, mikä tekee tuotteesta turvallisemman ja mukavamman pitkiä aikoja.
2. Parempi estetiikka ja brändäys
Olkaamme rehellisiä: ulkonäöllä on väliä. Tavallinen harmaa muovikotelo näyttää toimivalta, mutta se ei huuda "premium". Päällemuovauksen avulla voit käyttää kontrastisia värejä ja tekstuureja. Voit lisätä kirkkaan oranssin kumipuskurin pakkoaan koteloon korostaaksesi merkkivärejä tai osoittaaksesi kosketuspisteitä. Se antaa tuotteelle viimeistellyn, huippuluokan ulkonäön, joka erottuu hyllystä.
3. Tärinä- ja melunvaimennus
Teollisissa sovelluksissa tai autojen sisätiloissa kolisevat osat ovat merkki huonosta laadusta. Pehmeä päällevalettu kerros voi toimia sisäänrakennetun iskunvaimentimena. Se vaimentaa moottoreiden tärinää ja estää muovia muovilla -kohinaa ja suojaa herkkää sisäistä elektroniikkaa iskuilta.
4. Lisääntynyt kestävyys ja suoja
Päällemuovaus luo tehokkaasti tiivisteen. Muotoilemalla pehmeää materiaalia painikkeiden tai saumojen päälle voit tehdä laitteesta veden- tai pölytiiviin ilman erillisiä O-renkaita tai tiivisteitä. Se tarjoaa myös iskunkestävyyden; Jos laite putoaa, pehmeä päällysmuotti imee iskun energian ja suojaa jäykkää ydintä halkeilulta.
5. Kustannusten vähentäminen kokoonpanon yksinkertaistamisen avulla
Tämä saattaa tuntua ristiriitaiselta – eikö ylimuovaus vaadi kalliimpia työkaluja? Aluksi kyllä. Ylimuovaus kuitenkin eliminoi toissijaiset kokoonpanovaiheet. Sinun ei tarvitse maksaa työntekijälle kahvan liimaamisesta kahvaan tai tiivisteen ruuvaamisesta. Integroimalla nämä ominaisuudet itse muovausprosessiin pienennät työkustannuksia, poistat liimojen tarpeen (jotka ovat sotkuisia ja voivat epäonnistua) ja nopeuttaa kokonaistuotantoaikaa.
Missä näet Overmoldingin
Kun alat etsiä ylimuovausta, huomaat, että sitä on kaikkialla. Eri toimialat käyttävät sitä hyvin erilaisista syistä, mutta tavoitteena on aina parantaa käyttökokepakkoa.
- Autoteollisuus: Kyse on "premium-tunnelmasta" ja melunvaimennusta. Tuo pehmeä nuppi kojelaudassasi? Se on ylimuovausta. Se eliminoi muovin halvan, onton äänen ja tarjoaa ylellisen tuntuisen otteen.
- Lääketieteelliset laitteet: Tässä funktio hallitsee muotoa. Kirurgit tarvitsevat instrumentteja, jotka eivät luista märkänä. Lisäksi ylimuovaus poistaa rakoja, joihin bakteerit voivat piiloutua, mikä tekee steriloinnista paljon helpompaa ja tehokkaampaa.
- Kulutuselektroniikka: Ajattele älypuhelimesi koteloa tai vedenpitävää Bluetooth-kaiutinta. Overmolding tarjoaa iskusuojan, jota tarvitaan putoamisen selviämiseen, ja tiivisteet, joita tarvitaan veden pitämiseksi poissa.
- Teolliset työkalut: Tehoporat ja vasarat kestävät. Overmoldingissa käytetään iskunkestäviä materiaaleja, jotka suojaavat työkalun moottorin koteloa ja vähentävät tärinän siirtymistä työntekijän käteen, mikä estää loukkaantumisen pitkien työvuorojen aikana.
Muovausmateriaalit: Sidoskemia
Tässä kumi - aivan kirjaimellisesti - kohtaa tien.
You can design a beautiful part with perfect geometry, but if you choose materials that aren’t chemically compatible, the overmold will peel off like a sticker. Onnistunut ylimuovaus on kemiallinen koe. Tarvitset alustan (jäykkä osa) ja päällysmuotti (pehmeä osa), jotta haluat tarttua yhteen.
Tässä ovat yleisimmät pelaajat pelissä:
1. Kestomuovit (yleisin valinta)
Suurin osa mukautetuista osista käsittelee termoplastisia elastomeerejä (TPE) tai termoplastisia polyuretaaneja (TPU:ita).
- TPE (termoplastinen elastomeeri): Tämä on alan työhevonen. Se on monipuolinen, helppo värittää ja tuntuu pehmeältä kosketettaessa. Se kiinnittyy poikkeuksellisen hyvin yleisten muovien, kuten polykarbonaatin (PC) ja ABS:n kanssa. Jos teet hammasharjakahvan tai pehmeän kahvan, TPE on todennäköisesti paras vaihtoehto.
- TPU (termoplastinen polyuretaani): Jos TPE on "pehmeä mukava" valinta, TPU on "kova kaveri". Se tarjoaa uskomattoman kestävyyden hankausta, naarmuja ja kemikaaleja vastaan. TPU:ta käytetään usein elektroniikkakoteloiden tai teollisuusvarusteiden pohjassa, jota vedetään karkeiden pintojen yli.
- TPV (termoplastinen vulkanisaatti): Tämä materiaali on lähempänä todellista kumia. Sillä on erinomainen lämmön- ja säänkestävyys, joten se sopii täydellisesti konepellin alla oleville autonosille tai ulkotiivisteille.
2. Lämpöpatterit (kumi ja silikoni)
Joskus kestomuovit eivät vain riitä. Saatat tarvita silikonin (LSR) tai luonnonkumin äärimmäistä lämmönkestävyyttä tai biologista yhteensopivuutta.
- Nestemäinen silikonikumi (LSR): LSR on lääketieteellisten implanttien ja korkean kuumuuden ruoanlaittovälineiden kultastandardi. Se on kuitenkin hankalaa. Koska silikoni kovettuu (silloittuu) mieluummin kuin vain sulaa, se ei luonnollisesti halua sitoutua moniin muoveihin. Silikonin päällemuovaus vaatii yleensä erityisiä "itsekiinnittyviä" laatuja tai mekaanisia lukituksia (reiät ja ankkurit) pitääkseen sen paikallaan.
Kuinka valita oikeat materiaalit
Kun asiakkaamme tulevat meille projektin kanssa, aloitamme esittämällä neljä kysymystä materiaaliluettelon kaventamiseksi:
1. Mikä on substraatti?
Tämä on kriittisin rajoitus. Jos pohjaosa on nailonia, tarvitset TPE:n, joka on erityisesti suunniteltu kiinnittymään nailonin kanssa. If your base part is Polypropylene, you need a different TPE. Sanomme usein: "Pidä tykkää tykkää". Polaariset materiaalit sitoutuvat parhaiten muihin polaarisiin materiaaleihin.
2. Mikä on ympäristö?
Käytetäänkö tätä osaa ilmastoiduissa toimistoissa vai pultataanko se moottorilohkoon? Jos sen on kestettävä suurta UV-altistusta (ulkona) tai öljyä ja rasvaa (autoissa), tavallinen TPE saattaa heikentyä. Näissä tapauksissa saatat siirtyä TPV:hen tai TPU:han.
3. Kuinka pehmeän sen pitäisi tuntua?
Mittaamme kovuuden käyttämällä Ranta A mittakaavassa.
- Ranta 30A-40V: Erittäin pehmeä, geelimäinen (kuin geelikengän pohjallinen).
- Ranta 60A-70V: Kiinteä mutta joustava (kuten auton rengas tai kengän kantapää).
- Ranta 90V: Kovaa, tuskin mitään (kuten ostoskärryn pyörä).
Useimmat kädensijat istuvat mukavasti alueella 50A–70A.
4. Kitka ja haptiikka
Haluatko otteen tuntuvan "tahmealta" (suuri kitka) vai "silkkiseltä" (pieni kitka)? Korkeakitkainen kahva on hyvä vasaralle, mutta kauhea laitteelle, jonka täytyy liukua helposti taskuun.
Huomautus liimauksen yhteensopivuudesta
Jos et ota mitään muuta pois tästä osiosta, muista tämä: Kemiallinen tarttuvuus on kuningas.
Vaikka voimme suunnitella mekaanisia lukkoja (lisätietoja Suunnittelu-osiossa), todellinen kemiallinen sidos luo vahvimmat osat.
- Parhaat ystävät: ABS ja polykarbonaatti tarttuvat yleensä erittäin hyvin TPE:n ja TPU:n kanssa.
- Vaikeat ihmissuhteet: Nailon (PA) ja POM (asetaali) ovat tunnetusti vaikeita kiinnittää. Ne vaativat usein erikoistuneita, kalliimpia ylimuottimateriaalin laatuja tarttuvuuden saavuttamiseksi.
Muovausprosessi: kaksi tapaa saada työ valmiiksi
Kun päätät ylimuovata osan, sinun on valittava valmistusmenetelmä. Tämä valinta riippuu yleensä budjettistasi ja tuotantomäärästäsi.
There are generally two ways we achieve overmolding:
1. Aseta lista (joustava valinta)
Aseta lista on yleisin menetelmä pienemmille tuotantomäärille tai metalliosien päälle muovattaessa.
Miten se toimii:
- Alusta (jäykkä osa) muovataan ensin erillisessä koneessa.
- Työntekijä (tai robotti) ottaa valmiin jäykän osan ja asettaa sen käsin a toinen homeen onkalo.
- Kone sulkeutuu ja pehmeä TPE ruiskutetaan jäykän osan päälle.
Plussat: Pienemmät työkalukustannukset (käytät vakiokoneita).
Miinukset: Korkeammat työkustannukset (jonkun on siirrettävä osia) ja hitaammat sykliajat.
2. Kahden laukauksen (2K) muovaus (nopea valinta)
Jos teet miljoonia hammasharjoja tai kertakäyttöisiä partaveitsiä, teet sen näin. Kaksiruiskuvalu vaatii erikoiskoneen, jossa on kaksi ruiskutusyksikköä.
Miten se toimii:
- Kone ruiskuttaa jäykän muovin alustan muodostamiseksi.
- Muotti luo tilan - yleensä pyörittämällä 180 astetta tai käyttämällä liukuvaa teräsydintä - ja ruiskuttaa välittömästi toisen materiaalin (TPE) samaan työkaluun.
- Osa tulee ulos täysin valmiina.
Plussat: Uskomattoman nopea, tarkka ja tasainen laatu. Ei manuaalista käsittelyä tarkoittaa vähemmän kontaminaatiota.
Miinukset: Työkalu on kallista. Maksat monimutkaisesta, pyörivästä muotista ja erikoiskoneesta.
Suunnittelun huomioitavaa: Kuinka välttää sotku
Päällysvalua varten suunnittelu on hankalampaa kuin tavallinen ruiskupuristus. Et hallitse vain yhden materiaalin kulkua; hallitset kahden materiaalin vuorovaikutusta, joilla on erilaiset lämpöominaisuudet.
Tässä ovat "kultaiset säännöt", jotka annamme suunnitteluasiakkaillemme varmistaaksemme, että heidän suunnittelunsa on valmistettava.
1. Seinän paksuus on kriittinen
Aivan kuten tavallisessa muovauksessa, johdonmukaisuus on avainasemassa. Jos TPE-kerros on liian paksu, se kutistuu huomattavasti jäähtyessään. Koska alla oleva jäykkä alusta ei kutistuu yhtä paljon, tämä saa koko osan vääntymään tai kumartumaan.
- Sääntö: Pidä TPE-seinämän paksuus tasaisena. Suosittelemme yleensä TPE-paksuutta väliin 0,5 mm ja 3,0 mm . Kaikki paksumpi aiheuttaa uppoamisjälkiä ja vääntymistä.
2. Käytä mekaanisia lukituksia ("Vyö ja ripustimet" -lähestymistapa)
Vaikka materiaalisi ovat kemiallisesti yhteensopivia, suosittelemme aina suunnittelua mekaaniset lukitukset . This is a physical feature that traps the overmold material so it can’t peel away.
Ajattele sitä kuin paidan napittamista. Kemiallinen tarttuvuus on kangas; lukitus on painike.
- Reiät: Jos suunnittelet reikiä alustaan, TPE virtaa läpi toiselle puolelle, olennaisesti "sienestyen" ulos lukittuakseen itsensä sisään.
- Alaleikkaukset: Luo lohenpyrstö tai ura jäykkään osaan, johon TPE virtaa.
- Kierteet: Yksinkertaisesti TPE:n kääriminen osan reunan ympärille takapuolelle luo fyysisen ankkurin.
3. Hallinnoi "Sammutusta"
"Suljetus" on linja, jossa pehmeä materiaali pysähtyy ja kova muovi alkaa. Tämä on yleisin virheiden paikka.
- Jos terästyökalu ei paina tarpeeksi kovaa alustaa, korkeapaineinen TPE ruiskuttaa viivan ohi aiheuttaen ruman "salaman".
- Suunnitteluvinkki: Suunnittele sulkulinjaan ura tai askelma. Se luo terävän, puhtaan siirtymän ja auttaa terästyökalua tiivistämään tiukasti muovia vasten välkkymisen estämiseksi.
4. Älä peitä reunoja
Vältä suunnittelemasta TPE-kerrosta kapenemaan nollapaksuuteen ("höyhenreuna"). Ohut kumi on heikko. Se kuoriutuu, käpristyy ja repeytyy lähes välittömästi.
- Korjaus: Päätä TPE-kerros aina äkillisesti uraan tai tasolle seinän kanssa. Anna materiaalille tarpeeksi paksuutta (vähintään 0,5 mm) aina reunaan asti, jotta se pysyy rakenteellisena.
Vianetsintä: Kun asiat menevät pieleen
Jopa kokeneilla insinööreillä on ongelmia ylimuovauksen kanssa. Koska painit kahden eri materiaalin ja lämpödynamiikan kanssa, virhemarginaali on pienempi kuin tavallisessa muovauksessa. Tässä on kolme yleisintä näkemäämme vikaa ja kuinka ne korjataan.
1. Delaminointi (kuorinta)
Oire: Pehmeä päällysmuotti irtoaa jäykästä alustasta kuin tarra.
Syy: Tämä on melkein aina kemiallinen yhteensopimattomuus tai "kylmä substraatti". Jos jäykkä osa jäähtyy liikaa ennen kuin pehmeä materiaali osuu siihen, molekyylisidosta ei muodostu.
Korjaus:
- Tarkista yhteensopivuus: Yritätkö liittää TPE:tä nailoniin ilman sideainetta?
- Esilämmitä alusta: Muottiin jäykät osat esilämmitetään usein uunissa ennen muottiin laittamista. Tämä auttaa kahta materiaalia sulautumaan paremmin.
2. Salama (The Messy Edge)
Oire: Liian ohutta materiaalia roiskuu suunnitellun suunnittelulinjan ohi.
Syy: TPE on usein hyvin juoksevaa (matala viskositeetti). Jos terästyökalu ei sulkeudu täydellisesti jäykkää alustaa vasten, TPE karkaa.
Korjaus: Tarvitset "murskaavan" istuvuuden. Terästyökalun tulee olla suunniteltu painautumaan alustaan hieman (noin 0,002 tuumaa) tiiviin tiivistyksen aikaansaamiseksi.
3. Lyhyet laukaukset
Oire: Muotti ei täyty kokonaan; kahvasta puuttuu osia.
Syy: Jäänyt ilma. Kun TPE virtaa alustan yli, ilma voi jäädä loukkuun täytteen loppuun, mikä estää materiaalia täydentämästä muotoaan.
Korjaus: Paranna muotin tuuletusta. Ilma tarvitsee poistumistien, jotta muovi voi täyttää tyhjiön.
Kustannustodellisuus: Onko ylimuovaus sen arvoista?
Puhutaan numeroista. B2B-ostajat epäröivät usein nähdessään alkuperäisen tarjouksen ylimuovauksesta.
Ennakkosijoitus
Kyllä, ylimuovaus on aluksi kallista.
- Työkalut: Maksat käytännössä kahdesta muotista (tai yhdestä erittäin monimutkaisesta 2-shot-muotista). Työkalukustannusten odotetaan olevan 50-100 % korkeampi kuin tavallinen yksikertainen muotti.
- Koneaika: Jos käytät 2-laukauskonetta, tuntitaksa on korkeampi kuin tavallisen puristimen.
Pitkän aikavälin säästöjä
"Tarrashokki" kuitenkin yleensä katoaa, kun katsot Kokonaisomistuskustannukset .
- Nolla kokoonpanotyötä: Poistat osien yhteenliimauksen, ruuvauksen tai napsautuksen työkustannukset.
- Ei liimoja: Lopetat kalliiden teollisuusliimojen ja pohjamaalien ostamisen.
- Laadunvalvonta: Poistat kokoonpanovirheiden riskin (esim. jos työntekijä unohtaa asentaa tiivisteen).
Tuomio: Jos tuotat pieniä määriä (alle 1 000 yksikköä), ylimuovaus voi olla ylivoimaista – pysy manuaalisessa kokoonpanossa. Mutta suuren volyymin tuotannossa (10 000 yksikköä) työvoiman säästö on melkein aina suurempi kuin korkeammat työkalukustannukset.
Overmolding-kumppanin valinta
Jokainen ruiskupuristus ei pysty käsittelemään ylimuovausta. Se vaatii erityisiä laitteita ja syvempää materiaalitieteellistä tietoa. Kun tarkistat toimittajaa, ota huomioon nämä kolme asiaa:
- Kahden laukauksen kokemus: Pyydä näytteitä. Jos he tekevät vain "insert-muovausta" (käsin ladattavia osia), ne saattavat kamppailla suuren volyymin tarkkuuden kanssa.
- Materiaaliosaaminen: Kysy heiltä, "Millaista TPE-laatua suosittelette lasitäytteisen nylonin liimaukseen?" Jos he eivät voi vastata siihen heti tai tarjoutua puhumaan materiaalintoimittajansa kanssa, juokse.
- Simulointiohjelmisto: Käyttävätkö he Moldflow-analyysiä? Simulointi on kriittistä ylimuovauksessa sen ennustamiseksi, kuinka toinen materiaali virtaa ensimmäisen yli sulattamatta tai vääntämättä sitä uudelleen.
Johtopäätös
Päällemuovaus on yksi tehokkaimmista tavoista nostaa tuotteesi "toiminnallisesta" "markkinajohtajaksi". Se tekee yksinkertaisesta muovikotelosta kestävän, ergonomisen ja ensiluokkaisen laitteen.
Vaikka suunnittelusäännöt ovat tiukemmat ja alkutyökalut ovat investointi, hyöty – tuotteen suorituskyvyn, estetiikan ja kokoonpanon säästöjen osalta – on kiistaton.
Suunnitteletpa sitten seuraavan sukupolven lääkinnällisiä laitteita tai kestäviä teollisuustyökaluja, avain menestykseen on varhaisessa yhteistyössä. Älä odota, kunnes malli jäätyy. Tuo valmistuskumppanisi ajoissa keskustelemaan materiaalipareista ja sulkemispaikoista, niin varmistat eliniän kestävän siteen.
Bonusresurssi: Overmolding-yhteensopivuusmatriisi
Insinöörit kysyvät meiltä usein, "Pitääkö TPE tästä kiinni?" Vastaus on harvoin yksinkertainen kyllä tai ei – se riippuu kemiasta.
Käytä tätä kaaviota pikaoppaana. Olemme luokitelleet joukkovelkakirjat kolmeen tasoon:
- Kemiallinen sidos: Materiaalit sulautuvat luonnollisesti valun aikana.
- Mekaaninen lukko vaaditaan: Ne eivät tartu kemiallisesti; sinä must suunnittele reiät tai alaleikkaukset muotti vangitsemaan.
- Yhteensopimaton: Nämä materiaalit törmäävät toisiinsa (esim. sulamislämpötilat ovat liian erilaisia), eikä niitä tule käyttää yhdessä.
Yleiset materiaaliparit
| Substraatti (jäykkä) | TPE (styreeni) | TPU (uretaani) | TPV (vulkanointi) | Silikoni (LSR) |
|---|---|---|---|---|
| ABS | Erinomainen | Hyvä | Reilu | Pohjusteita tarvitaan |
| Polykarbonaatti (PC) | Erinomainen | Erinomainen | Reilu | Pohjusteita tarvitaan |
| Polypropeeni (PP) | Hyvä | Köyhä | Erinomainen | Köyhä |
| Nylon (PA6 / PA66) | Vaikeaa * | Reilu | Reilu | Köyhä |
| polystyreeni (PS) | Hyvä | Köyhä | Köyhä | Köyhä |
| POM (asetaali) | Köyhä | Köyhä | Köyhä | Köyhä |
Engineering Pro-Tips tähän kaavioon
1. "Nylon-ongelma"
Huomaat, että Nylon (PA) on merkitty "Vaikeaksi". Tämä on uusien suunnittelijoiden yleisin ansa. Nailon on hygroskooppista (imee kosteutta) ja sillä on korkea lämmönkestävyys. Tavallinen TPE kuoriutuu heti pois.
- Ratkaisu: Sinun on määritettävä a modifioitu TPE-laatu suunniteltu erityisesti nailonin kiinnitykseen. Sinun on myös pidettävä nailonsubstraatti kuumana (usein esilämmitettävä), jotta TPE ei jäädy heti, kun se koskettaa pintaa.
2. "Tykkää tykkää tykkää" -sääntö
Tämän kaavion lukemisen salaisuus on Napaisuus .
- Polaariset materiaalit (ABS, PC, TPU) kiinnittävät mielellään muihin Polar-materiaaleihin.
- Ei-polaariset materiaalit (PP, PE, Standard TPE) haluavat kiinnittyä muihin ei-polaarisiin materiaaleihin.
- Niiden sekoittaminen (esim. TPU polypropeenilla) ei yleensä onnistu ilman kemiallista modifiointia.
3. Kun olet epävarma, lukitse
Vaikka sinulla olisi "Erinomainen" luokitus (kuten ABS TPE), suosittelemme silti pienen mekaanisen lukituksen lisäämistä, jos osaa joutuu vakavaan väärinkäyttöön. Se ei maksa mitään ylimääräistä suunnitteluvaiheessa, mutta tarjoaa vakuutuksen kentällä tapahtuvaa delaminaatiota vastaan.
Viimeinen toimintakehotus (CTA)
Koska tämä on B2B-liidien luomista koskeva artikkeli, tässä on ehdotettu sulkeva toimintakehotus kaavion jälkeen:
"Etkö ole vielä varma, toimiiko materiaaliyhdistelmäsi?
Älä arvaile muotibudjetillasi. Olemme IMTEC Mouldissa ylimuovannut tuhansia mukautettuja osia. Lähetä meille 3D-tiedostosi tai materiaaliluettelosi jo tänään, niin insinöörimme suorittavat ilmaisen DFM-tarkistuksen (Design for Manufacturability) varmistaakseen materiaalisi täydellisen sidoksen ennen teräksen leikkaamista."
Usein kysyttyjä kysymyksiä Overmoldingista
K: Mitä eroa on terävalulla ja päällemuovauksella?
V: Suurin ero on prosessi, ei tulos. Aseta lista sisältää esimuotoillun osan (usein metallin tai jäykän muovin) asettamisen muottiin manuaalisesti ennen toisen materiaalin pistämistä. Overmolding (erityisesti kaksisuihkumuovaus) on jatkuva, automatisoitu prosessi, jossa kone ruiskuttaa ensimmäisen materiaalin ja ruiskuttaa välittömästi toisen materiaalin samaan työkaluun. Muovaus on yleensä parempi pienille määrille, kun taas kahdella iskulla muovaus on parempi suuren volyymin massatuotannossa.
K: Miksi ylimuovattu osani irtoaa (delaminoituu)?
V: Kuoriutuminen tapahtuu yleensä yhdestä kolmesta syystä:
- Kemiallinen yhteensopimattomuus: Valitsit kaksi materiaalia, jotka eivät sido luonnollisesti (esim. TPU polypropeeniin).
- Kylmä alusta: Jos ensimmäinen jäykkä osa jäähtyy liikaa ennen toisen materiaalin ruiskuttamista, ne eivät sulaudu.
- Saastuminen: Jos käytät muottia, alustan pinnalla oleva pöly tai öljy estää kiinnittymisen.
K: Voitko muovata muovia metalliin?
V: Kyllä. Tämä tehdään melkein aina kautta Aseta lista . Yleisiä esimerkkejä ovat pehmeän kahvan muovaus metalliavaimeen tai muovieristeen muovaus kuparisten sähkökoskettimien ympärille. Koska metalli ja muovi eivät liity kemiallisesti, sinä must suunnittele metalliosaan reikiä, urituksia tai uria niin, että muovi voi lukittua siihen mekaanisesti.
K: Kuinka paljon päällemuovaus maksaa verrattuna tavalliseen muovaukseen?
V: Työkalukustannusten odotetaan olevan 50-100 % korkeampi kuin tavallinen yksisuihkumuotti, koska työkalu on monimutkaisempi. Kuitenkin kappaleen hinta (yksikköhinta) laskee usein, koska poistat manuaalisen kokoonpanon ja liimojen työkustannukset. Yli 10 000 yksikön tuotantosarjoissa päällemuovaus on yleensä kustannustehokkaampi vaihtoehto.
K: Mikä on ylivaletun kerroksen seinämän vähimmäispaksuus?
V: Suosittelemme vähimmäispaksuutta 0,5 mm (0,020 tuumaa) pehmeälle TPE-kerrokselle. Kaikella tätä ohuemmalla on taipumus repeytyä irrotettaessa tai irrota reunoista. Parhaan "pehmeän" tunteen saamiseksi ilman, että se aiheuta uppoamisjälkiä, 1,5–3,0 mm paksuus on ihanteellinen.

