
Valmistusmaailmassa injektiomuovaus on tehokas prosessi- jota käytetään kaiken luomiseen autohallinnoista pullokorkkeihin. Jopa nykyaikaisella tekniikalla voi kuitenkin tapahtua vikoja. Yksi yleisimmistä ja turhauttavimmista näistä on lyhyt laukaus . Tämä vika ei näytä vain huonolta; Se luo ei-funktionaalisen osan, mikä johtaa hukkaan materiaaleihin, tuotantoviiveisiin ja korkeampiin kustannuksiin. Ymmärtäminen, miksi lyhyitä laukauksia tapahtuu ja kuinka korjata ne, on välttämätöntä kaikille muoviosan valmistukseen osallistuville. Tämä opas opastaa syyt, ratkaisut ja ehkäisymenetelmät, jotka auttavat sinua tuottamaan korkealaatuisia, täydellisiä osia joka kerta.
Mikä on lyhyt laukaus injektiomuovauksessa?
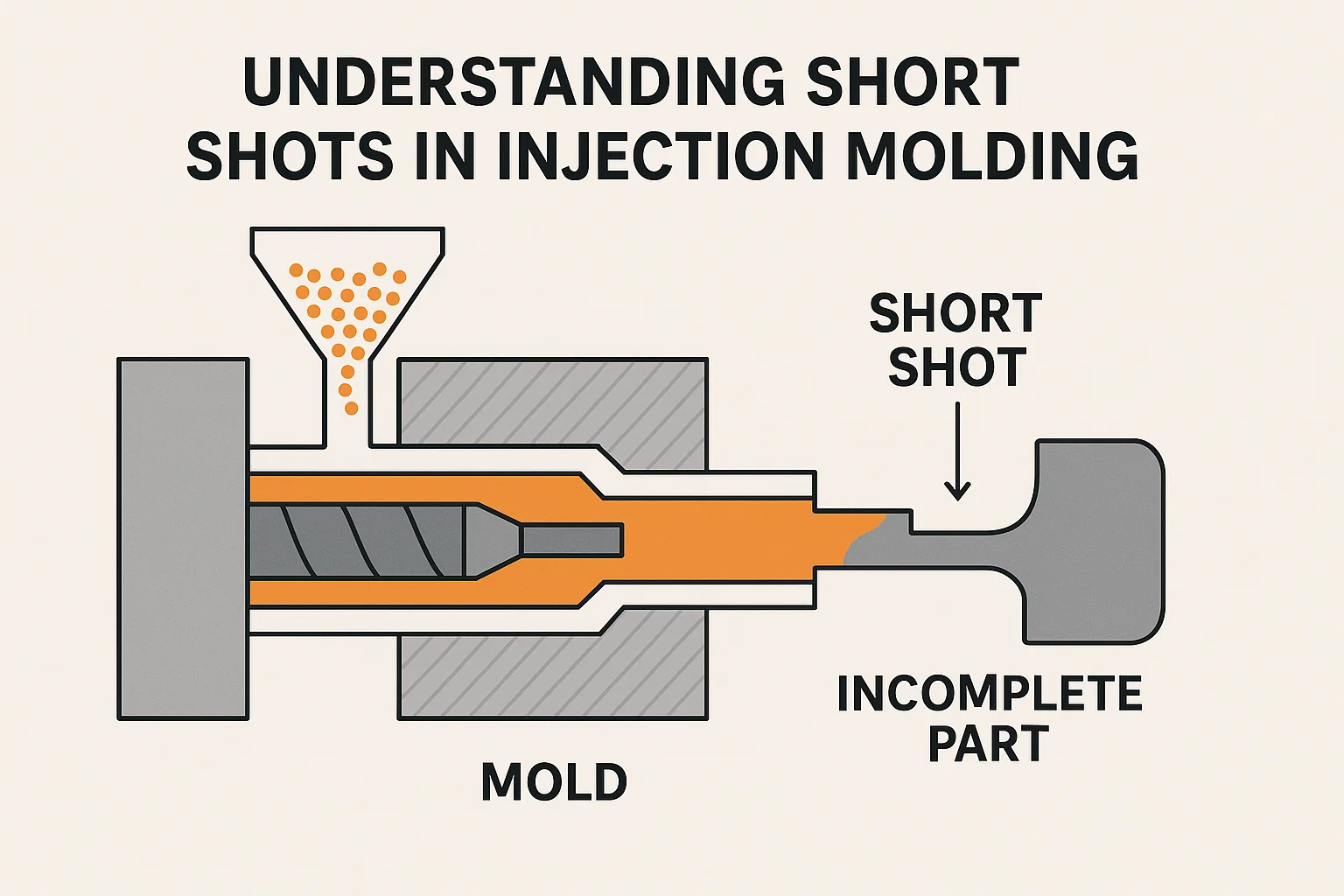
Yksinkertaisesti laita, a lyhyt laukaus on muovausvaurio, jossa sulaa muovihartsi ei täytä muotin onteloa kokonaan. Täydellisen, täydellisen osan sijasta päädyt komponenttiin, joka on epätäydellinen tai "lyhyt". Se on kuin yrittäisi täyttää lasia vedellä, mutta loppuu ennen kuin lasi on täynnä. Tuloksena on osa, josta puuttuvat osiot, usein kauimpana pisteessä, mihin muovi ruiskutettiin. Visuaalisesti lyhyt laukaus voi näkyä osittain muodostuneena osana, tai sillä voi olla sileä, pyöristetty reuna, jossa muovivirta pysähtyi äkillisesti. Koska lyhyt laukaus on epätäydellinen osa, se on heti käyttökelvoton ja se on romutettava. Se on usein oire koneen, homeen tai materiaalin taustalla olevista ongelmista, jotka on diagnosoitava ja korjattava.
Mikä aiheuttaa lyhyitä laukauksia?
Lyhyen laukauksen diagnosointi vaatii systemaattisen lähestymistavan, koska syy voi johtua useilta ruiskuvalujen muovausprosessin eri alueilta. Yleisimmät ongelmat voidaan jäljittää materiaaliin, koneen asetuksiin tai itse muotin suunnitteluun.
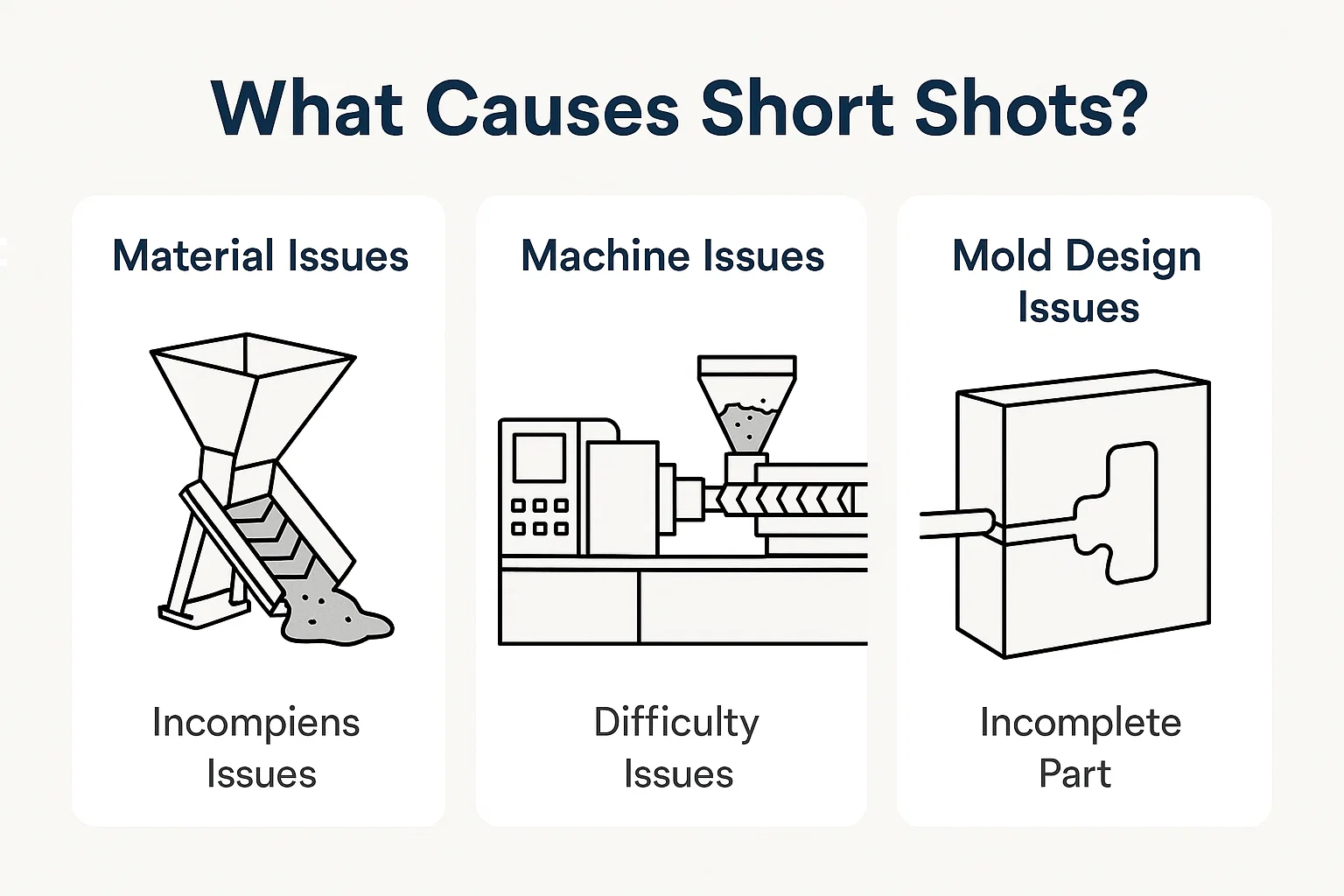
1. aineelliset kysymykset
Eräsivan muovi, joka muovataan, voi olla lyhyen laukauksen perimmäinen syy. Hartsin tilaa tai valmistelua koskevat ongelmat voivat estää sen virtaavan oikein muottiin.
-
Riittämätön materiaali: Suorin syy on yksinkertaisesti ei ole tarpeeksi muovia muotin täyttämiseksi. Näin voi tapahtua, jos ruiskutuskoneen ruuvi ei etene riittävän pitkälle työntääkseen vaadittua muovitilavuutta tai jos syöttöjärjestelmässä on tukkeuma.
-
Ratkaisut: Tarkista koneen materiaaliliikkeen ja syöttömekanismin varmistamiseksi, että se ei ole tyhjä tai estetty. Lisää koneen ohjauspaneelin laukauksen kokoa suuremman materiaalin määrän tuottamiseksi.
-
-
Väärä sulamislämpötila: Jos muovia ei lämmitetä oikeaan lämpötilaan, sen viskositeetti (sen virtauskestävyys) on liian korkea. Paksu, "kylmä" sulatus kamppailee virtaamaan kapeiden juoksijoiden ja porttien läpi ja voi jähmettyä ennen kuin se voi täyttää koko onkalon.
-
Ratkaisut: Ota yhteyttä materiaalin toimittajan tietotarvikkeeseen suositellusta sulan lämpötila -alueelta. Säädä tynnyri- ja suuttimen lämmittimen lämpötilat koneessa muovin lämpötilan nostamiseksi ja sen viskositeetin alentamiseksi.
-
-
Materiaali viskositeetti: Jopa oikeassa lämpötilassa jotkut muovit ovat luonnostaan viskoosisempia (paksumpia) kuin toiset. Materiaalit, kuten polykarbonaatti ja voimakkaan polystyreeni, voivat olla alttiimpia lyhyille laukauksille niiden virtausominaisuuksien vuoksi. Lisäksi kosteus hygroskooppisissa muovissa (ne, jotka absorboivat vettä, kuten nylonia), voivat aiheuttaa niiden hajoamisen ja kadottamisen virtausominaisuuksiensa.
-
Ratkaisut: Varmista, että materiaalit kuivataan asianmukaisesti ennen käyttöä valmistajan eritelmien mukaisesti. Harkitse saman materiaalin alhaisemman viskositeetin luokan käyttöä tai kokonaan erilaista materiaalia paremmilla virtausominaisuuksilla.
-
2. koneongelmat
Injektiomuovauskoneen asetukset ovat kriittisiä. Jopa oikealla materiaalilla ja muotilla, väärät parametrit voivat helposti johtaa lyhyeen laukaukseen.
-
Riittämätön injektiopaine: Paine on voima, joka työntää sulan muovin muottiin. Jos injektiopaine on liian matala, muovilla ei ole tarpeeksi voimaa kulkeakseen ontelon kauimpana päissä.
-
Ratkaisut: Lisää koneen injektiopaineen asetusta. Tämä on usein ensimmäinen ja yksinkertaisin ratkaisu. Ole kuitenkin varovainen, ettet käytä liiallista painetta, koska se voi aiheuttaa muita vikoja, kuten Flash.
-
-
Väärä injektionopeus: Muovin injektoinnin nopeudella on myös ratkaiseva rooli. Jos nopeus on liian hidas, muovi voi alkaa jäähtyä ja jähmettyä ennenaikaisesti ennen ontelon täynnä. Tämä pätee erityisesti ohutseinäisiin osiin.
-
Ratkaisut: Lisää injektionopeutta. Nopeampi injektionopeus voi auttaa muovia saavuttamaan muotin kaikki osat ennen kuin se menettää lämpöä ja viskositeettia.
-
-
Tuuletusongelmat: Kun muovi täyttää muotin, sisäpuolella jäänyt ilmalla on oltava tapa paeta. Jos muotin tuuletusaukot on estetty tai väärin kokoa, loukkuun jäänyt ilma luo takapaineen, joka kestää muovin virtausta, "oikosulun" laukausta.
-
Ratkaisut: Puhdista muotin tuuletusaukot ja erotuslinjat. Varmista, että tuuletusaukon syvyydet ovat oikeat (tyypillisesti 0,0005 - 0,001 tuumaa tai 0,013 - 0,025 mm). Harkitse lisää tuuletusaukkoja tai tyhjiötuulointijärjestelmää monimutkaisille muotteille.
-
3. Muotin suunnitteluongelmat
Jopa täydellisillä materiaali- ja kone -asetuksilla, huonosti suunniteltu muotti voi tehdä mahdottomaksi tuottaa täydellistä osaa. Nämä kysymykset ovat usein haastavimpia ratkaista, koska ne vaativat fyysisiä muutoksia työkaluihin.
-
Portin koko ja sijainti: Portti on aukko, jonka läpi sulaa muovi tulee muotin onteloon.
-
Portin koko: Jos portti on liian pieni, se voi toimia rajoituksena, estäen tarpeeksi materiaalia virtaamasta onteloon. Pienen portin kitka voi myös aiheuttaa materiaalin jäähtymisen ennenaikaisesti.
-
Ratkaisut: Suurenna portin kokoa. Laajempi tai paksumpi portti mahdollistaa nopeamman ja tehokkaamman muovin virtauksen.
-
-
Portin sijainti: Väärin sijoitettu portti voi myös johtaa lyhyeen laukaukseen, varsinkin jos se on kaukana alueista, jotka on täytettävä viimeiseksi. Tämä lisää virtauksen pituutta ja muovijäähdytyksen riskiä ennen kuin se saavuttaa ontelon lopun.
-
Ratkaisut: Siirrä portti keskeiseen tai optimaaliseen asentoon varmistaaksesi, että kaikki osan alueet voidaan täyttää tasaisesti. Monimutkaisissa osissa useita portteja voi olla tarpeen.
-
-
-
Juoksijajärjestelmän suunnittelu: Juoksijajärjestelmä on kanavaverkko, joka ohjaa muovin konesuuttimesta porteille.
-
Juoksijan koko ja asettelu: Liian pieni tai liian pitkä juoksijajärjestelmä voi aiheuttaa merkittävän paineen pudotuksen, mikä tarkoittaa, että muovi ei ole tarpeeksi voimaa muotin ontelon loppuun asti.
-
Ratkaisut: Lisää juoksijoiden halkaisijaa paineen menetyksen vähentämiseksi ja virtauksen parantamiseksi. Suunnittele juoksijan asettelu suoraksi ja tasapainoisemmaksi varmistaen, että kaikki ontelot (monikerroksisessa muotissa) täyttyvät samalla nopeudella.
-
-
-
Seinämän paksuus: Osasuunnittelun ohuet seinäosat voivat olla tärkein syy lyhyisiin laukauksiin. Sulan muovi jäähtyy erittäin nopeasti, ja jos sen on virtattava erittäin ohuen alueen läpi, se voi jähmettyä ennen kuin se saavuttaa toiselle puolelle, mikä luo epätäydellisen osan.
-
Ratkaisut: Muokkaa osan suunnittelua seinämän paksuuden lisäämiseksi ongelmallisilla alueilla. Vaikka tämä ei aina ole mahdollista, se on tärkeä näkökohta alkuperäisen suunnitteluvaiheessa. Nykyisten muottien kohdalla saatat joutua käyttämään nestemäistä materiaalia, korkeampia lämpötiloja tai nopeampaa injektionopeutta kompensoimiseksi.
-
Kuinka tunnistaa lyhyet laukaukset
Lyhyen laukauksen tunnistaminen on yleensä suoraviivaista, koska se on hyvin näkyvä vika. Systemaattinen lähestymistapa auttaa kuitenkin vahvistamaan ongelman ja määrittämään sen tarkan sijainnin, mikä on ratkaisevan tärkeää tehokkaan vianmäärityksen kannalta.
Visuaalinen tarkastus
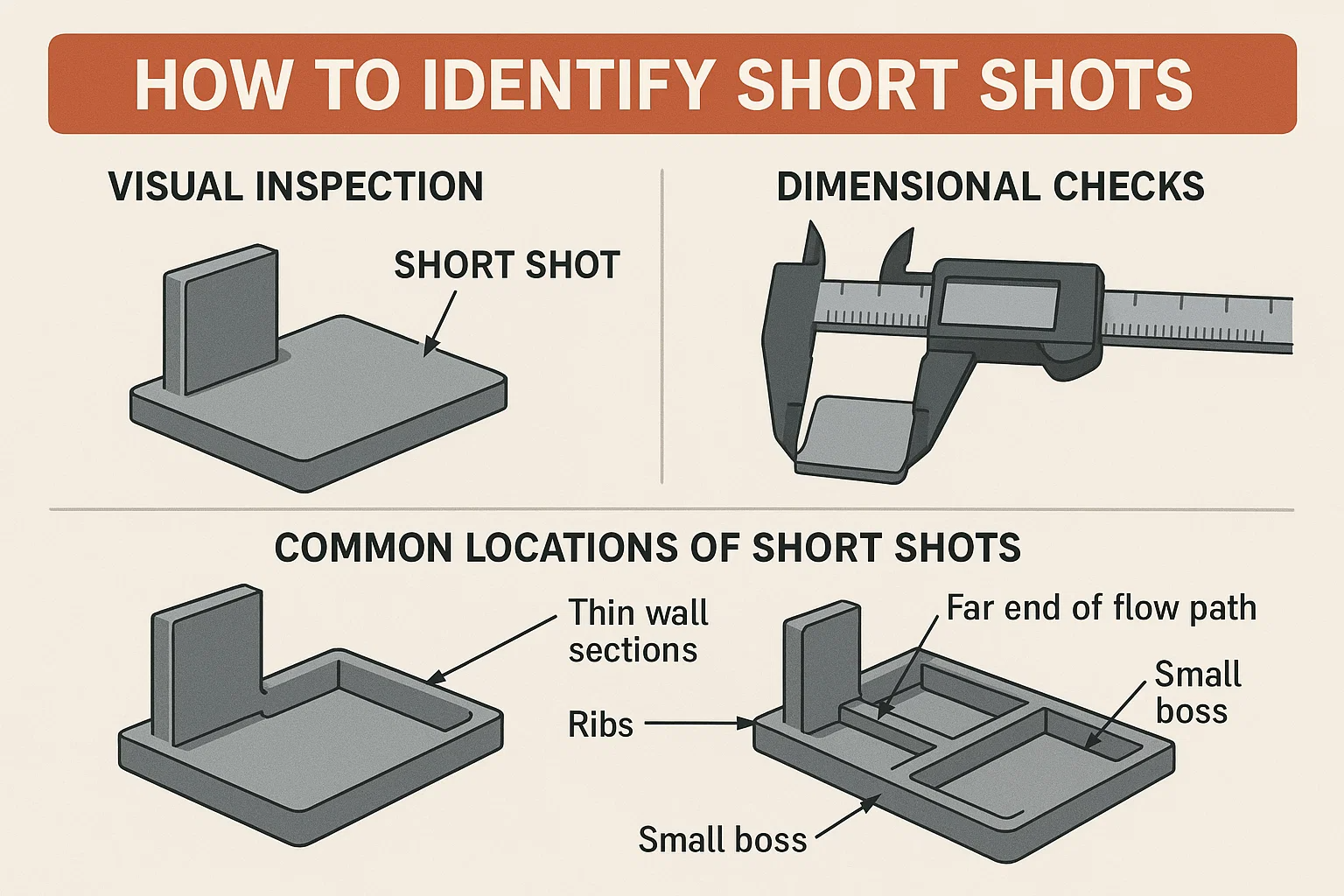
Yleisin tapa havaita lyhyt laukaus on nopea visuaalinen tarkistus. Lyhyt laukaus on heti ilmeinen, koska osa on epätäydellinen. Huomaat, että osan osiot puuttuvat tai että osa päättyy äkillisesti pyöristetyllä, keskeneräisellä reunalla, missä muovivirta pysähtyi. Tämä on tyypillisesti sileä, kaareva pinta, koska sulan muovin pintajännitys saa sen vetämään hiukan takaisin jähmettyessään. Tämä on merkintä merkki siitä, että muotin onkalo ei täytetty.
Mittatarkastukset
Vaikka visuaalinen tarkistus riittää usein, mitat tarkistuksen suorittaminen voi tarjota tarkempia tietoja, etenkin monimutkaisten geometrioiden osille. Jos sinulla on osa, joka näyttää melkein Täydellinen, mutta et ole varma, mittaa sen pituus, leveys ja korkeus. Lyhyt laukaus ei täytä vaadittuja mittoja, koska osa ei ole täyttänyt koko muotin onteloa. Osille, joilla on ohuet seinät, lyhyt laukaus ei välttämättä ole aluksi näkyvästi ilmeinen, mutta mitat tarkistus vahvistaa ongelman.
Lyhyiden laukausten yleiset sijainnit
Lyhyitä laukauksia tapahtuu melkein aina virtauspolun loppu , mikä on pisteen portista, jossa muovi tulee onteloon. Sulan muovi menettää lämpöä ja painetta sen kulkeessa, joten viimeiset täytettävät alueet ovat alttiimpia lyhyelle laukaukselle. Nämä alueet ovat usein:
-
Ohuet seinäosat.
-
Kylkiluut tai pienet pomot.
-
Ominaisuudet, jotka ovat pitkän matkan päässä portista.
-
Alueet, joilla on huono tai ilman tuuletusta.
Tietämällä, mistä etsiä, voit nopeasti vahvistaa lyhyen laukauksen ja alkaa linkittää sen aikaisemmin keskusteltuihin mahdollisiin syihin.
Ratkaisut lyhyille laukauksille
Lyhyen laukauksen ratkaiseminen vaatii strategista lähestymistapaa. On usein parasta aloittaa helpoimmista ja kustannustehokkaimmista ratkaisuista ennen siirtymistä monimutkaisempiin ja kalliimpiin ratkaisuihin. Aloita konekoneistoilla, harkitse sitten materiaalia ja katso lopuksi itse muottia.
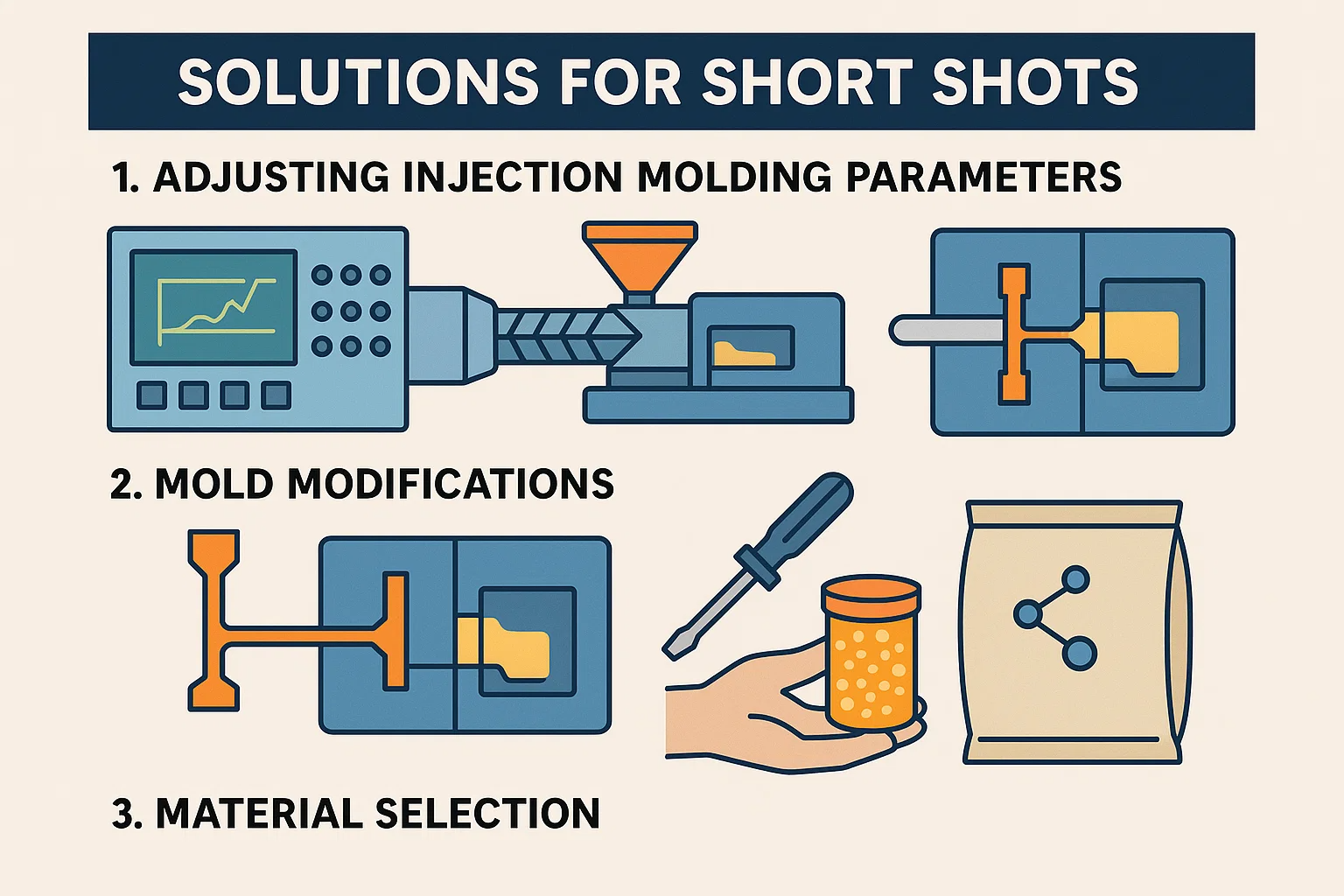
1. Injektiomuovausparametrien säätäminen
Nopein ja yleisin tapa korjata lyhyt laukaus on tehdä säädöt koneen asetuksiin. Nämä muutokset voidaan usein tehdä ohjauspaneelissa pysäyttämättä tuotantoa pitkään.
-
Lisääntyvä injektiopaine: Tämä on yleensä ensimmäinen ja tehokkain ratkaisu. Lisäämällä painetta annat sulaan muoville enemmän voimaa matkustaaksesi muotin läpi, auttaen sitä täyttämään jopa vaikeimmin tavoitettavia alueita. Lisää painetta pieninä lisäyksissä (esim. 50-100 psi), kunnes osa on valmis.
-
Injektionopeuden optimointi: Nopeampi injektionopeus voi auttaa täyttämään muotin ennen kuin muovi on mahdollisuus jäähtyä ja jähmettyä. Tämä on erityisen tärkeää ohuenseinäisille osille tai niille, joilla on pitkät virtausreittiä. Aivan kuten paineessa, lisää nopeutta vähitellen muiden vikojen, kuten salaman tai palamerkkien, välttämiseksi.
-
Sulan lämpötilan muuttaminen: Suurempi sulatuslämpötila alentaa muovia viskositeetti , saa sen virtaamaan helpommin. Tarkista materiaalin taulukko suositellun lämpötila -alueelta ja lisää tynnyrin ja suuttimen lämpötiloja sujuvuuden parantamiseksi. Tämä voi olla erittäin tehokas ratkaisu, mutta ole tietoinen, ettet ylikuumenta materiaalia, joka voi aiheuttaa heikkenemistä.
14. Muottimuutokset
Jos koneen parametrien säätäminen ei ratkaise ongelmaa, ongelma voi olla itse muotin kanssa. Nämä ratkaisut vaativat koneen sammuttamisen ja työkalun fyysisen muokkaamisen. Vaikka ne ovat kalliimpia, ne tarjoavat pitkäaikaisen korjauksen.
-
Portti- ja juoksijan säädöt: Portin ja juoksijoiden koko ja suunnittelu ovat kriittisiä oikean virtauksen kannalta. Jos ne ovat liian pieniä, ne voivat rajoittaa muovin virtausta. Portin laajentaminen tai juoksijoiden laajentaminen antaa enemmän materiaalia virtata onteloon vähemmän vastustuskykyä. Monikerroksen muotissa juoksijoiden tasapainottaminen on myös avain varmistaakseen, että jokainen ontelo täyttyy tasaisesti.
-
Aukonten parantaminen: Muotin loukkuun jäänyt ilma voi toimia tyynynä, estäen muovi täyttämästä onteloa. Olemassa olevien tuuletusaukkojen puhdistaminen on yksinkertainen ensimmäinen askel. Jos ongelma jatkuu, muotin valmistajan on ehkä lisättävä muottiin lisää tuuletusaukkoja pisteissä, joissa lyhyt laukaus tapahtuu. Joissakin tapauksissa a tyhjiön tuuletusjärjestelmä Voidaan asentaa, jotta ilma on aktiivisesti vetämään ilmaa muotista.
-
Lämmitysjärjestelmän parannukset: Monimutkaisia muotteja tai paksuseinäisiä osia, a kuuma juoksijajärjestelmä voidaan käyttää. Toisin kuin kylmät juoksijat, kuumat juoksijat pitävät muovin sulan portille asti, poistaen tarpeen lämmittää ja varmistaa yhdenmukaisempi lämpötila ja helpompi virtaus.
3. Materiaalin valinta
Joskus yksinkertaisin ratkaisu on vaihtaa materiaaleja tai varmistaa, että virta valmistetaan oikein.
-
Oikean materiaaliluokan valitseminen: Yhden muovityypin sisällä on erilaisia luokkia, joilla on vaihtelevat virtausominaisuudet. Jos käytät materiaalia, jolla on alhainen sulavirtaus (MFR), harkitse siirtymistä korkeampaan MFR -luokkaan, joka on suunniteltu virtaamaan helpommin.
-
Materiaalin kuivaustekniikat: Monet hygroskooppiset muovit (kuten nylon, abs ja polykarbonaatti) absorboivat kosteutta ilmasta. Valettuina tämä kosteus muuttuu höyryksi, mikä voi estää muovivirtausta ja aiheuttaa lyhyitä laukauksia. Varmista aina, että materiaalisi kuivutetaan kunnolla kuumassa ilmassa tai kuivausaineen kuivausrummussa ennen käsittelyä.
Lyhyiden laukausten estäminen
Paras tapa käsitellä lyhytaikaista laukausta on estää sen tapahtumista. Ennakoivat toimenpiteet suunnittelu- ja ylläpitovaiheissa voivat säästää huomattavasti aikaa ja rahaa linjalla.
-
Suunnittelu valmistus (DFM) -periaatteet: Tämä on ratkaiseva ensimmäinen askel. DFM sisältää osan suunnittelun valmistusprosessin mielessä. Injektiomuovauksen suhteen tämä tarkoittaa:
-
Tasainen seinämän paksuus: Vältä seinämän paksuuden dramaattisia muutoksia. Tämä varmistaa, että muoviset virtaavat ja jäähtyvät tasaisella nopeudella estäen lyhyitä laukauksia ohuista osista.
-
Sopiva kylkiluun ja pomo -suunnittelu: Varmista, että kylkiluut, pomot ja muut ominaisuudet on suunniteltu asianmukaisilla luonnoskulmilla ja fileeillä helpon muovivirtauksen helpottamiseksi ja ilmakoulujen estämiseksi.
-
Minimoi virtauksen pituus: Suunnittele osa, joten muovin ei tarvitse kulkea liian pitkän matkan päässä portista, mikä vähentää ennenaikaisen jäähdytyksen riskiä.
-
-
Tavallinen koneen huolto: Hyvin hoidettu kone on luotettava kone. Injektiomuovauskoneen säännöllinen tarkistaminen ja huolto voi estää monia ongelmia, jotka johtavat lyhyisiin laukauksiin.
-
Puhtaat suuttimet ja tynnyrit: Varmista, että jähmettyneiden muovien tukkeutumisia tai rakenteita ei ole, joka voisi rajoittaa materiaalin virtausta.
-
Tarkista lämmitinkaistat ja termoelementit: Varmista, että kaikki lämmityselementit toimivat oikein varmistaaksesi, että muovi sulaa tasaisesti ja saavuttaa halutun lämpötilan.
-
-
Materiaalin käsittely parhaat käytännöt: Materiaalin asianmukainen varastointi ja valmistelu ovat välttämättömiä.
-
Oikea kuivaus: Aina kuivia hygroskooppisia materiaaleja toimittajan suosittelemana. Tämä on ehkä näiden materiaalien tärkein ennaltaehkäisevä vaihe.
-
Oikea varastointi: Säilytä hartsit suljetuissa, ilmasto-ohjatuissa ympäristöissä kosteuden imeytymisen ja saastumisen estämiseksi.
-
Tapaustutkimukset
Todellisen maailman esimerkit kuvaavat, kuinka lyhyen laukauksen vianetsintäperiaatteet sovelletaan käytännössä. Nämä tapaustutkimukset korostavat systemaattisen diagnoosin merkitystä.
-
Tapaustutkimus 1: ohuen seinäinen elektroniikkikotelo
-
Ongelma: Valmistaja tuotti ohutseinäisen kotelon kulutuselektroniikkalaitteelle. Osat tulivat jatkuvasti ulos lyhyellä laukauksella portista kauimpana.
-
Diagnoosi: Alkuperäiset yritykset lisätä painetta ja nopeutta epäonnistuivat, aiheuttaen salaman (ylimääräinen muovi) muotin muihin osiin. Yksityiskohtainen analyysi osoitti, että muovi jäähtyi liian nopeasti, kun se virtaa ohuen osan läpi.
-
Ratkaisu: Joukkue päätti, että sulata lämpötila oli liian matala osan ohuelle geometrialle. Ne nostivat tynnyriä ja suuttimen lämpötilaa 20 ° F: lla, mikä laski muovin viskositeettia riittävän, jotta se pystyi täyttämään koko onkalon vaatimatta liiallista painetta. Sitten osat tuotettiin ilman vikoja.
-
-
Tapaustutkimus 2: Multi-Cavity Cap -muotti
-
Ongelma: Muoti, jolla oli neljä identtistä onteloa, tuotti lyhyitä laukauksia yhdessä tai kahdessa ontelossa, kun taas muut täyttyivät täydellisesti.
-
Diagnoosi: Koska lyhyet laukaukset lokalisoitiin tiettyihin onteloihin, ongelma ei liittynyt kone -asetuksiin tai materiaaliin. Se oli a muotisuunnittelukysymys . Juoksijoiden visuaalinen tarkastus paljasti, että lyhytaikaisten onteloihin johtava juoksija oli hiukan pidempi ja ohuempi kuin muut, aiheuttaen a paineen epätasapaino .
-
Ratkaisu: Muotti lähetettiin työkalukauppaan, jossa juoksijat olivat uudelleensuunnassa tasaisena ja halkaisija. Tämä tasapainottaa juoksijajärjestelmää , varmistaa, että muovi virtaa yhtä suurella paineella kaikille neljälle ontelolle, poistaen lyhyet laukaukset.
-
Edistyneitä tekniikoita
Suuren volyymin tuotannon tai monimutkaisten osien osalta tieteellisempi lähestymistapa lyhyiden laukausten diagnosoimiseen ja estämiseen voi säästää valtavia määriä aikaa ja rahaa.
-
Muotin virtausanalyysi: Ennen kuin muotti edes rakennetaan, Muotin virtausanalyysi (MFA) Ohjelmisto voi simuloida injektiomuovausprosessia. Se ennustaa, kuinka sulan muovi täyttää onkalon, tunnistaen potentiaaliset ongelma -alueet, kuten lyhyet laukaukset, ilmalokut ja hitsauslinjat. MFA: n avulla insinöörit voivat optimoida portin sijainnit , juoksijajärjestelmät , ja osan seinämän paksuus puutteiden estämiseksi ennen kuin teräs leikataan.
-
Anturit ja valvontajärjestelmät: Nykyaikaiset injektiomuovauskoneet voidaan varustaa antureilla, jotka tarjoavat reaaliaikaisen tiedon painosta, lämpötilasta ja nopeudesta. Paine-anturit ovat erityisen hyödyllisiä; Ne mittaavat onkalon sisällä olevan painetta ja voivat havaita lyhyen laukauksen murto -osalla sekunnista, jolloin kone pysäyttää automaattisesti. Tämä seurantataso antaa operaattoreille mahdollisuuden tehdä tarkkoja, tietopohjaisia säätöjä ja varmistaa johdonmukaisen osan laadun.
Johtopäätös
A lyhyt laukaus on enemmän kuin vain näkyvä vika; Se on selkeä signaali siitä, että jotain injektiomuovausprosessissa, kone- tai muotisuunnittelussa on synkronoitu. Vaikka ne ovat yleinen turhautuminen valmistuksessa, ne ovat myös ratkaistava ongelma. Diagnosoimalla systemaattisesti perimmäinen syy - olipa kyse sitten materiaalista, kone -asetuksista tai itse muotista - voit toteuttaa tehokkaita ratkaisuja ja saada tuotannon takaisin raiteilleen.
Avain pitkäaikaiseen menestykseen on kuitenkin ennaltaehkäisy . Omaksumalla periaatteet kuten Valmistussuunnittelu (DFM) Ja säännöllisen ylläpidon ja asianmukaisen materiaalin käsittelyn toteuttaminen, voit minimoida lyhyiden laukausten riskin ennen kuin ne edes tapahtuvat. Ja monimutkaisissa tai suurten volyymeissä, edistyneissä työkaluissa Muottivirtausanalyysi Ja muut anturit tarjoavat tehokkaan tavan varmistaa laatu ja tehokkuus alusta alkaen. Viime kädessä lyhyiden kuvien ymmärtäminen ja käsitteleminen ei tarkoita pelkästään vian korjaamista, vaan koko injektiomuovaustoimenpiteesi optimointia johdonmukaisten, korkealaatuisten tulosten saavuttamiseksi.

