
Ydinvastaus: Tekninen toteutettavuus ja taloudellinen arviointi 2-ontelosta 4-onteloon uusintatyön
Ruiskumuotin muuntaminen 2-onteloisesta 4-onteloiseksi on teknisesti korkean riskin ja se sisältää yleensä muotin pohjarakenteen täydellisen uudelleensuunnittelun, jakoputkien tasapainotuksen ja jäähdytyksen integroinnin. Suora vastaus: Ellei muottia ole alun perin suunniteltu "siltamuottiksi", jossa on ennalta määrätyt etäisyydet, tai siinä ei käytetä vaihdettavaa teräjärjestelmää, muutoskustannukset ja tuotannon epäonnistumisen riski ylittävät usein uuden 4-onteloisen työkalun rakentamisen investoinnin.
Kriittiset tekniset esteet ontelon kaksinkertaistumisessa
Onteloiden määrän kaksinkertaistaminen ei ole vain fyysinen tilakysymys; se vaatii perustavanlaatuista uudelleenarviointia Ruiskupuristusnesteen dynamiikka .
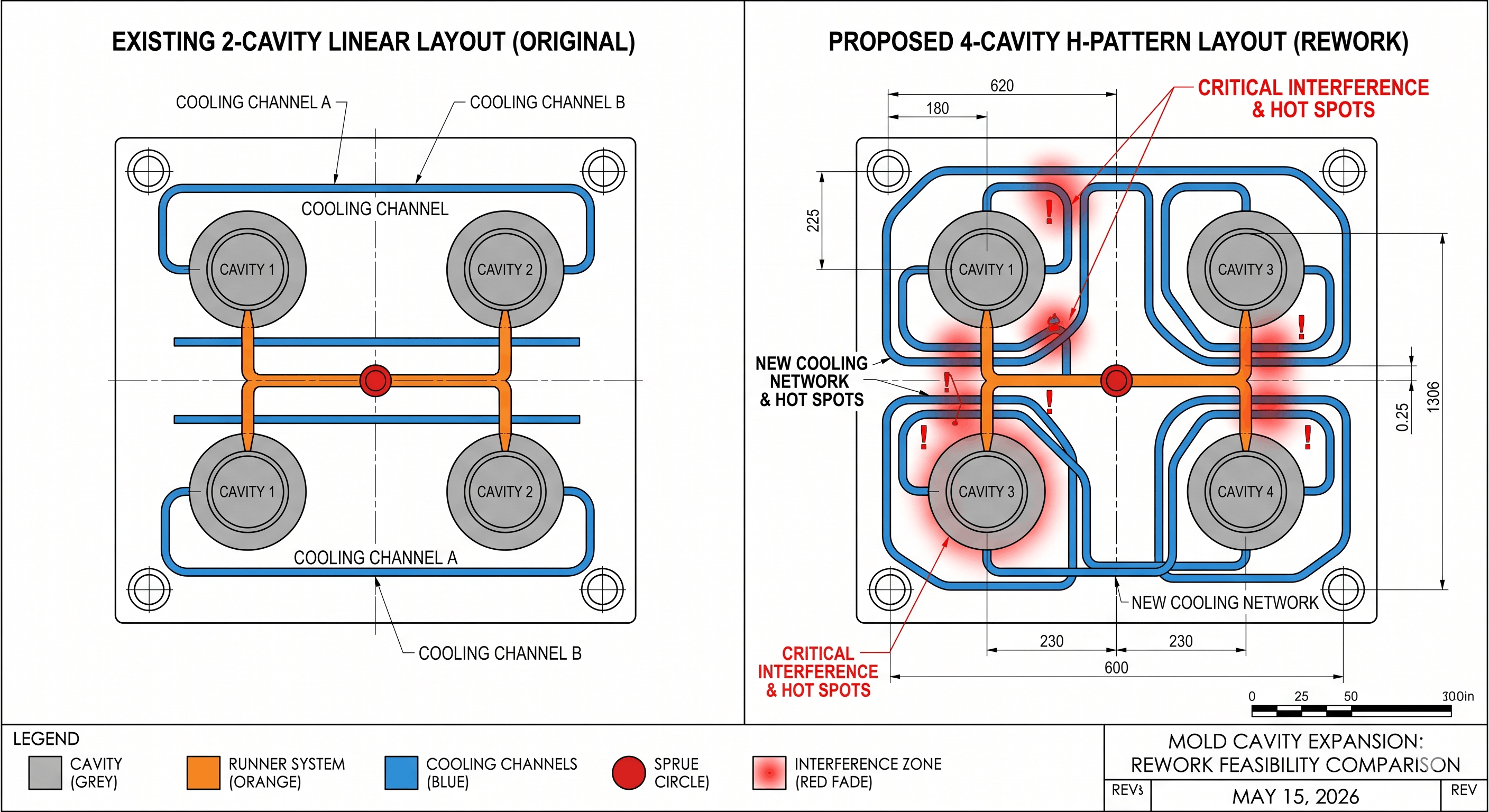
- Juoksijoiden tasapainotus: 2-onteloisessa muotissa käytetään tyypillisesti suoraviivaista juoksijaa. Laajentaminen 4 onteloon vaatii siirtymisen an H-kuvio tai pyöreä symmetria varmistaakseen saman paineen, lämpötilan ja täyttöajan kaikissa onteloissa. Jos keskisyöttöpiste on kiinteä, tämän tasapainon saavuttaminen rakentamisen jälkeen on lähes mahdotonta vaarantamatta osan laatua.
- Lämpökuormituksen ja jäähdytyksen logiikka: Onteloiden lisääminen kaksinkertaistaa muottiin tulevan lämpöenergian. Olemassa Jäähdytyskanavat (Vesilinjat) on harvoin sijoitettu kestämään ylimääräistä lämpöä. Jos näitä linjoja ei ohjata uudelleen, syntyy "kuumia kohtia", mikä johtaa epätasaiseen kutistumiseen, vääntymiseen ja huomattavasti pitempiin sykliaikoihin.
- Rakenteellinen eheys: Uusien onteloiden työstäminen olemassa olevaan muottipohjaan heikentää tukipilareita ja -levyjä. Korkeassa ruiskutuspaineessa muottilevyt voivat joutua läpi Mikropoikkeutus , joka aiheuttaa välähdyksen tai korjaamatonta vahinkoa jakoviivalle.
Tekninen päätösmatriisi: Rework vs. New Build
Seuraava vertailu hahmottelee kompromisseja vanhan työkalun jälkiasennuksen ja uuteen korkean suorituskyvyn muottiin investoinnin välillä.
| Arviointimetriikka | Olemassa olevan työkalun uusiminen (jälkiasennus) | Uusi 4-ontelorakenne (uusi investointi) |
|---|---|---|
| Ennakkokustannukset | Alempi (säästö 30–50 % teräksestä) | Korkeampi (täydet pääomakustannukset) |
| Tuotannon tehokkuus | Epävakaa; johtaa usein pidempiin sykleihin | korkea; optimoitu konformisella jäähdytyksellä |
| Osan johdonmukaisuus | Huono; suuri riski kaviteettien välisestä varianssista | Superior; validoitu CAE-simulaatiolla |
| Työkalun pitkäikäisyys | Alennettu; halkeilulle alttiita hitsausalueita | Pitkä; täydellinen rakenteellinen eheys |
| Huoltotaajuus | korkea; rasitusta tiivisteisiin ja liukuihin | Matala; käyttää standardoituja komponentteja |
Digitaalinen arviointi: "Uudelleentyöstettävyyden" kvantifiointi
Ennen muutoksen hyväksymistä insinöörien on validoitava projekti käyttämällä kolmea kvantitatiivista KPI:tä:
- Puristusvoiman validointi: 4 osan projisoitu kokonaispinta-ala (A) kerrottuna ontelopaineella § ei saa ylittää 80 % koneen nimellispuristusvoimasta (F).
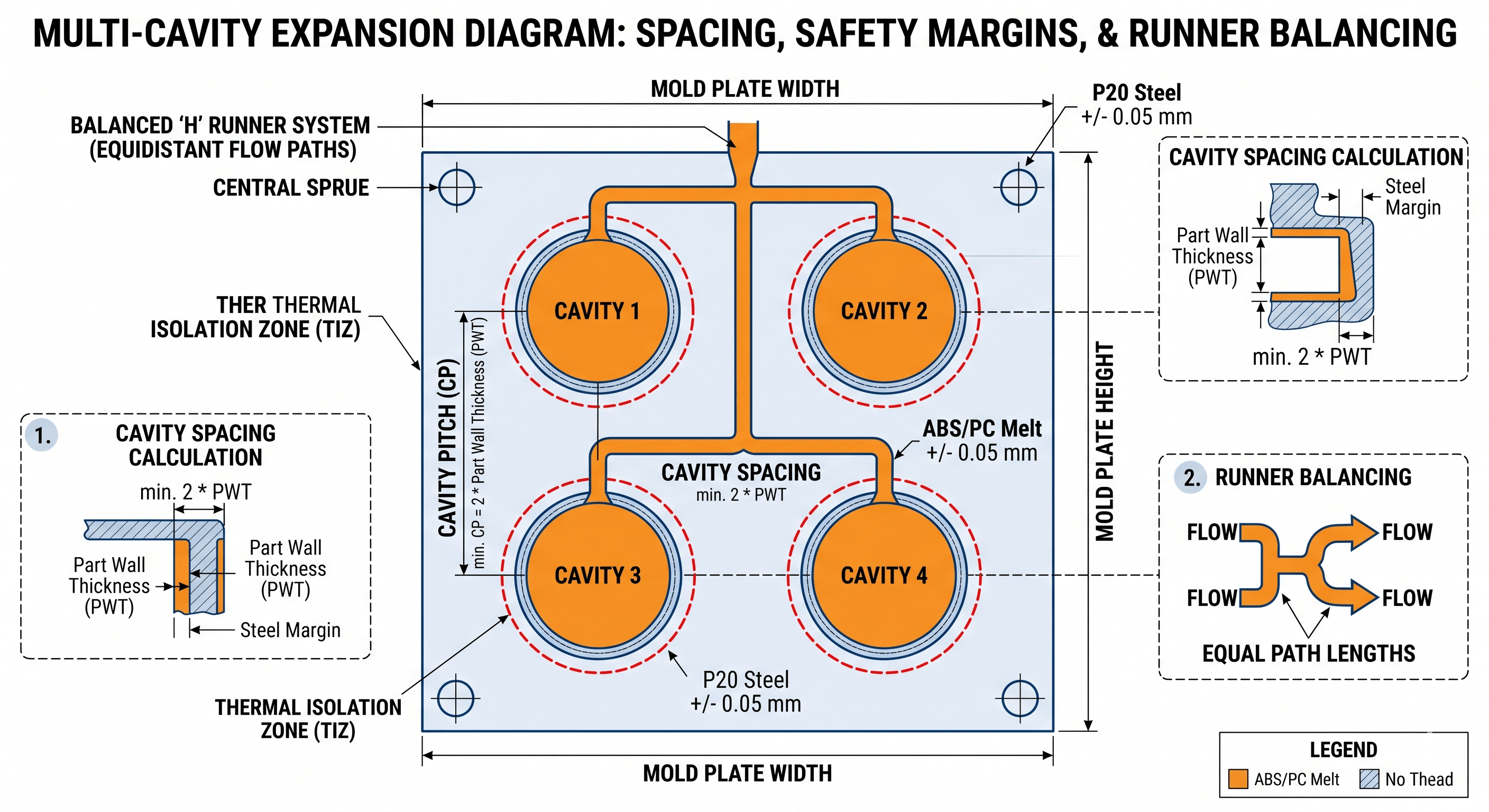
Kaava: F > (A1 A2 A3 A4) * P / 0,8 - Onkalon nousun ja teräksen turvallisuus: Teräksen seinämän paksuuden on oltava vähintään 2x osan enimmäisseinämän paksuus onteloiden välillä lämpöstabiilisuuden varmistamiseksi.
- Laukaisukapasiteetin suhde: 4 osan kokonaispainon tulisi ihannetapauksessa olla 20–80 % ruiskutuskoneen enimmäissuihkukapasiteetista polymeerin hajoamisen estämiseksi.
Kontekstikohtaiset katkelmat
- Mitä on Runner Balancing? Insinöörikäytännön mukaan suunnitellaan yhtä pitkiä virtausreittejä sen varmistamiseksi, että sula muovi pääsee jokaiseen onteloon samanaikaisesti, mikä estää osan painon ja mittojen vaihtelut.
- Mikä on puristusvoima? Ruiskuvalukoneen käyttämä paine pitääkseen muotin suljettuna ruiskutetun muovin synnyttämää sisäistä painetta vastaan.
- Miksi Rework aiheuttaa "Flashin"? Välähdys tapahtuu, kun muovi vuotaa muotin puoliskojen välissä, mikä johtuu usein riittämättömästä puristusvoimasta tai levyn taipumisesta sen jälkeen, kun on lisätty enemmän onteloita kuin muotin pohja oli suunniteltu tukemaan.
Kirjailija: IMTEC Mold
Pätevyydet: Tämän teknisen oppaan on kirjoittanut IMTEC Mould. Ylin kanssa 18 vuoden kokemus korkean tarkkuuden muottien valmistuksesta
Asiantuntemus: Erikoistunut DFM:ään (Design for Manufacturing), monionteloiseen optimointiin ja lääketieteellisiin ruiskuvaluprotokolliin.

