
Johdanto
Valmistuksen maailmassa, ruiskuvalu on edelleen kultainen stjaardi yhtenäisten, ktaikealaatuisten muoviosien valmistuksessa. Suurin markkinoille pääsyn este ei kuitenkaan yleensä ole muovihartsin hinta – se on muovihartsin hinta hometta (tai "työkalu").
Tuotesuunnittelijoille ja insinööreille "työkalustrategia" on usein projektin elinkaaren kriittisin päätös. Väärän valinnan tekeminen voi johtaa tuhansien dollarien hukkaan menemiseen tai päinvastoin homeeseen, joka kuluu ennen kuin täytät tilauksesi.
Teollisuus jakaa muotinvalmistuksen yleensä kahteen luokkaan: Pehmeä työkalu and Kova työkalu . Vaikka nimet viittaavat eroon fysikaalisessa koostumuksessa, ero on itse asiassa muottimateriaalin metallurgiassa, koneistusnopeudessa ja pitkäikäisyydessä.
Tämä opas tutkii näiden kahden lähestymistavan välisiä teknisiä ja kaupallisia eroja auttaakseen sinua päättämään, mikä polku vastaa budjettiasi, aikajanaasi ja tuotantomäärääsi.
Mikä on pehmeä työkalu?
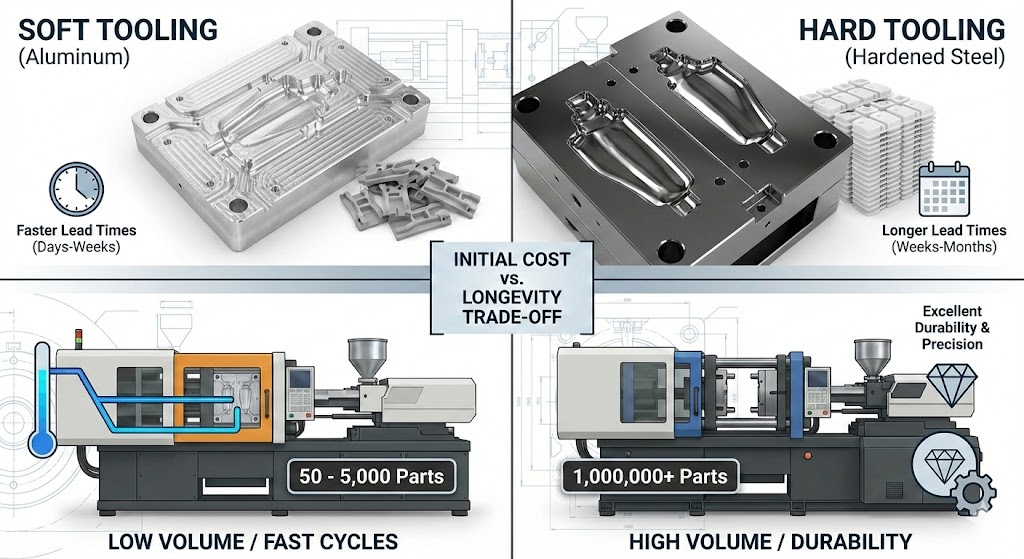
Pehmeät työkalut tarkoittaa yleensä muotteja, jotka on koneistettu materiaaleista, jotka ovat pehmeämpiä ja helpompia leikata kuin perinteinen työkaluteräs. Se on hallitseva menetelmä prototyyppien valmistuksessa, siltatuotannossa ja pienissä tuotantomäärissä (tyypillisesti 50–5 000 osaa).
On tärkeää selventää, että "pehmeä" ei tarkoita, että muotti on taipuisa kuin kumi. Se on lähes aina valmistettu metallista, mutta metallista, josta puuttuu lämpökäsitellyn teräksen äärimmäinen kovuus.
Yleiset materiaalit
- Alumiiniseokset: Yleisin materiaali pehmeissä työkaluissa on alumiini. Ktaikealaatuiset seokset, kuten Alumiini 7075 or QC-10 käytetään usein, koska ne tarjoavat korkean lujuuden ja erinomaisen työstettävyyden.
- Pehmeät teräkset: Toisinaan alempia, karkaisemattomia teräksiä käytetään pehmeässä työstössä, vaikka alumiini on suositeltavampi sen jäähdytysominaisuuksien vuoksi.
- 3D-painetut komposiitit: Erittäin erityisissä, erittäin pienikokoisissa tapauksissa käytetään 3D-tulostettuja polymeerimuotteja, vaikka ne hajoavat hyvin nopeasti.
Pehmeän työkalun edut
- Pienemmät alkukustannukset: Alumiini on paljon helpompi työstää kuin teräs. Se kuluttaa vähemmän CNC-jyrsimiä ja sitä voidaan työstää paljon suuremmilla nopeuksilla. Tämä voi vähentää alkutyökalukustannuksia 30 % - 50 % verrattuna koviin työkaluihin.
- Nopeammat toimitusajat: Koska materiaali on pehmeämpää eikä vaadi jälkikäsittelyä, pehmeät työkalut voivat usein olla valmiina 1-2 viikkoa verrattuna 4–8 viikkoon kovilla työkaluilla.
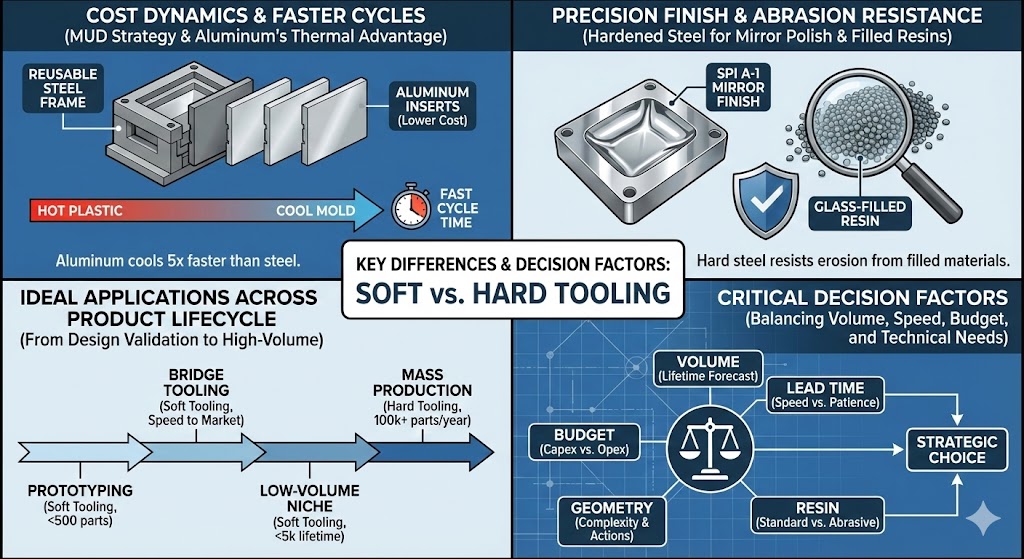
- Ylivoimainen lämmönjohtavuus: Tämä on tekninen etu, joka jää usein huomiotta. Alumiini siirtää lämpöä 5x nopeampi kuin työkaluterästä. Tämä mahdollistaa muovin jäähtymisen ja kiinteytymisen nopeammin, mikä lyhentää merkittävästi kiertoaikoja ja mahdollisesti alentaa osan hintaa.
- Muokkauksen helppous: Jos rakennemuutosta tarvitaan, olemassa olevaa alumiinia on helpompi työstää pois ulottuvuuden avaamiseksi kuin muokata karkaistua terästä.
Pehmeän työkalun haitat
- Rajoitettu työkalun käyttöikä: Alumiini on herkkä lasitäytteisten muovien eroosiolle ja koneen puristusvoiman aiheuttamalle kulumiselle. Pehmeät työkalut kestävät tyypillisesti 1 000–10 000 sykliä, ennen kuin mitat alkavat ajautua tai välähtää (ylimääräistä muovia).
- Pinnan viimeistelyn rajoitukset: Pehmeät työkalut cannot maintain a high-gloss “mirror” polish (SPI A-1 or A-2). The metal is too soft and will scratch during part ejection. It is better suited for matte or textured finishes.
- Hauraat erotusviivat: Reunat, joissa muotin kaksi puoliskoa kohtaavat, voivat pyöristyä tai painua helposti, mikä johtaa osaan kosmeettisia vikoja.
Mikä on kova työkalu?
Kova työkalu luo valmistusmaailman työhevoset. Nämä muotit on koneistettu korkealaatuisesta teräksestä, joka kestää miljoonia syklejä, korkeita lämpötiloja ja hankaavia materiaaleja. Tämä on massatuotannon standardi.
Yleiset materiaalit
- P20 teräs: Esikarkaistu työkaluteräs, jota käytetään usein "luokan 102" muoteissa. Se on kestävä, mutta ei niin hauras kuin täysin karkaistu teräs.
- H13 teräs: Teollisuuden standardi suurten volyymien tuotannossa. Se on lämpökäsitelty äärimmäiseen kovuuteen (Rockwell C 48-52) kulumisen ja lämpöväsymisen estämiseksi.
- Ruostumaton teräs (420): Käytetään, kun tarvitaan korroosionkestävyyttä, kuten muovattaessa PVC:tä tai muita syövyttäviä muoveja.
Kovan työkalun edut
- Suuren volyymin kestävyys: Oikein huollettu H13-terästyökalu sopii 1 miljoona sykliä ilman merkittävää kulumista.
- Tiukat toleranssit: Kova teräs on jäykkää eikä muotoile monimutkaisten osien vaatimissa korkeissa ruiskutuspaineissa. Tämä mahdollistaa erittäin tiukan mittatarkkuuden.
- Erinomaiset pintakäsittelyt: Kova työkalu is required for high-gloss, optical-grade finishes. The steel is hard enough to be polished to a mirror shine without scratching.
- Monimutkaiset toiminnot: Kova työkalu is better suited for complex side-actions, sliders, and lifters that are required for parts with undercuts.
Kovan työkalun haitat
- Korkea alkuinvestointi: Raaka-aine on kallista, ja karkaistujen terästen työstäminen vaatii usein EDM:ää (Electrical Discharge Machining) ja hitaita CNC-leikkausnopeuksia. Kustannukset ovat huomattavasti korkeammat kuin pehmeät työkalut.
- Pitkät toimitusajat: Karkean koneistuksen, jännityksenpoiston, lämpökäsittelyn ja lopullisen hion/kiillotuksen välillä kova työkalu vaatii usein 4-12 viikkoa suorittaa loppuun.
- Vaikea muokata: Kun terästyökalu on karkaistu, muutosten tekeminen on vaikeaa. Se vaatii usein hitsausta ja uudelleenhiontaa, mikä jättää "todistajajälkiä" työkaluun ja voi olla kallista.
Lyhyt yhteenveto: vaihtokauppa
| Ominaisuus | Pehmeä työkalu (Aluminum) | Kova työkalu (Steel) |
|---|---|---|
| Ensisijainen tavoite | Nopeus ja alhaiset kustannukset | Pitkäikäisyys & tarkkuus |
| Tyypillinen volyymi | 50-5000 osaa | 100 000 - 1 000 000 osaa |
| Toimitusaika | Päivistä viikkoihin | Viikoista kuukausiin |
| Lämmönsiirto | Erinomainen (nopeat syklit) | Keskitaso (vakiojaksot) |
Tärkeimmät erot: syvä sukellus
Vaikka yllä olevat määritelmät hahmottelevat yleiset edut ja haitat, vivahteiden ymmärtäminen on ratkaisevan tärkeää tietoisen valmistuspäätöksen tekemiseksi.
1. Kustannusdynamiikka ja "MUD"-strategia
Ilmeisin ero on alkukustannukset. Pehmeät työkalut ovat huomattavasti halvempia, koska alumiini työstää nopeammin eikä vaadi jälkikäsittelyä. Kovaan työkaluun liittyy kalliita terässeoksia, hitaampia työstönopeuksia ja usein monimutkaisia sähköpurkauskoneistusprosesseja (EDM) ominaisuuksien polttamiseksi karkaistuksi metalliksi.
Kustannukset eivät kuitenkaan aina ole binaarisia. Alalla käytetty yhteinen keskitie on Master Unit Die (MUD) järjestelmä.
- Strategia: Muotissa käytetään yleiskäyttöistä, uudelleen käytettävää teräsmuottipohjaa (runkoa), joka pysyy koneessa. Ne koneistavat vain pienempiä "sisäosia" (ydin ja onkalo, jotka muodostavat tietyn osan) pehmeästä teräksestä tai alumiinista.
- Hyöty: Vältyt maksamasta raskaasta teräspohjarakenteesta, mikä alentaa merkittävästi prototyyppien tai siltatyökalujen tulokustannuksia samalla kun käytät tavallisia muovauskoneita.
2. Kiertoaika ja lämmönjohtavuus
Tämä on usein huomiotta jäänyt erottaja. Nopeus, jolla voit valmistaa osan, riippuu suurelta osin siitä, kuinka nopeasti voit jäähdyttää sulan muovin.
- Pehmeä työkalu Advantage: Alumiinilla on huomattavasti korkeampi lämmönjohtavuus kuin teräksellä. Se vetää lämmön ulos muovista paljon nopeammin, jolloin osa jähmettyy nopeammin. 5 000 osan tuotantoa käytettäessä alumiinityökalun nopeampi kiertoaika voi joskus kompensoida sen korkeammat alkukustannukset verrattuna erittäin halvaan terästyökaluun.
- Kova työkalu Reality: Teräs pitää lämpöä pidempään. Nopeiden kiertoaikojen saavuttamiseksi kovilla työkaluilla tarvitaan usein monimutkaisia, porattuja sisäisiä jäähdytyskanavia ("conformal cooling"), mikä lisää työkalukustannuksia entisestään.
3. Pinnan viimeistely ja tarkkuus
Jos osasi vaatii peilimäisen optisen viimeistelyn (SPI A-1 tai A-2), kova työkalut ovat pakollisia .
- Alumiini on liian pehmeää pitämään kiillotusaineen pitkään; muovausjakson poistovaihe naarmuttaa pintaa mikroskooppisesti muutaman sadan kuvan jälkeen, mikä heikentää kiiltävää pintaa.
- Karkaistu teräs on riittävän kimmoisaa säilyttämään virheettömän kiillotuksen satojen tuhansien jaksojen ajan.
Samoin osille, jotka vaativat erittäin tiukkoja toleransseja (esim. ±0,001 tuumaa), kova teräs on edullinen, koska se ei taipu tai taipu korkeissa ruiskutuspaineissa, mikä varmistaa osien yhtenäiset mitat.
4. Materiaalien yhteensopivuus (hankaavuus)
Valitsemasi muovihartsi sanelee tarvitsemasi työkalun. Vakiomuovit, kuten polypropeeni (PP) tai ABS, ovat suhteellisen hellävaraisia muottiin.
Tekniset hartsit sisältävät kuitenkin usein lisäaineita, kuten lasikuituja or mineraaliset täyteaineet lisää voimaa. Nämä materiaalit toimivat kuin nestemäinen hiekkapaperi muotin sisällä. Pehmeään alumiinityökaluun ruiskutettu lasilla täytetty nailon kuluttaa portin ja pinnan yksityiskohdat nopeasti ja tuhoaa työkalun alle 1000 laukauksella. Karkaistua H13-terästä tarvitaan kestämään tätä hankausta.
Ihanteelliset sovellukset
Oikean työkalustrategian valinta riippuu täysin siitä, missä olet tuotekehityksen elinkaaren aikana.
Parhaat sovellukset pehmeille työkaluille (alumiini/mieto teräs)
- Prototyyppien valmistus ja suunnittelun validointi: Kun tarvitset 50–200 osaa varsinaisessa tuotantomateriaalissa sopivuuden, muodon ja toiminnan testaamiseksi ennen kuin sitoudut kalliisiin terästyökaluihin.
- Markkinatestaus: Pienen erän tuottaminen mittaamaan kuluttajien kiinnostusta messuilla tai rajoitettua betaversiota.
- Sillan työkalut: Kriittinen strategia, jossa pehmeä työkalu rakennetaan nopeasti, jotta osien toimittaminen voidaan aloittaa välittömästi odottaessaan muualla valmistettavan, suuren volyymin kovan työkalun pitkää toimitusaikaa.
- Pienimääräiset markkinarakotuotteet: Tuotteet, joiden käyttöikä on alle 5 000 yksikköä ja joissa investointi kovaan työkaluun ei koskaan maksa itsensä takaisin.
Parhaat sovellukset kovalle työkalulle (karkaistu teräs)
- Suuren volyymin massatuotanto: Kaikki projektit, jotka vaativat 100 000 - miljoonia osia vuodessa (esim. kulutuselektroniikka, autokomponentit, pullonkorkit).
- Hankaavat materiaalit: Lasi- tai mineraalitäytteisistä hartseista valmistetut osat, jotka pureskelevat pehmeitä työkaluja.
- Korkeat tarkkuusvaatimukset: Hammaspyörät, lääketieteelliset laitteet tai elektroniset liittimet, joissa mittavakaus miljoonien syklien aikana on kriittistä.
- Korkeat kosmeettiset vaatimukset: Osat, jotka vaativat kestävän korkeakiiltoisen viimeistelyn tai monimutkaisen, yhtenäisen teksturoinnin.
Tekijät, jotka on otettava huomioon valinnassa
Kun edessä on pehmeä vs. kova työkalupäätös, arvioi projektisi näiden viiden kriittisen tekijän perusteella.
1. Kokonaistuotantomäärä (elinikä)
Tämä on ensisijainen suodatin. Jos käyttöikäennuste on alle 5 000 osaa, aloita tarkastelemalla pehmeitä työkaluja. Jos se on yli 50 000, kova työkalu on melkein varmasti oikea tie. Välissä oleva harmaa alue vaatii syvempää kustannusanalyysiä.
2. Nopeus markkinoille (toimitusaika)
Tarvitsetko osia 3 viikossa saavuttaaksesi kriittisen julkaisun määräajan, vai onko sinulla 3 kuukautta aikaa? Jos nopeus on tärkeintä, pehmeä työkalu on ainoa vaihtoehto, joka voi toimia nopeasti. Kova työkalu on hidas, harkittu prosessi.
3. Budjetin rajoitukset (Capex vs. Opex)
Rajoittavatko sinua alkupääomakustannukset (Capex)? Pehmeät työkalut alentavat tarran etuhintaa. Jos sinulla on kuitenkin pääomaa, kova työkalu tarjoaa alhaisemman kappalehinnan pitkällä aikavälillä, mikä vähentää käyttökustannuksia (Opex).
4. Osan geometria ja monimutkaisuus
Vaikka molemmat menetelmät pystyvät käsittelemään monimutkaista geometriaa, kova työkalut sopivat paremmin monimutkaisiin "toimintoihin" muotin sisällä, kuten monimutkaisiin liukukappaleisiin, nostimet alileikkauksiin ja irrotusmekanismit kierteitetyille osille. Nämä liikkuvat osat kuluvat nopeasti, jos ne on valmistettu pehmeästä metallista.
5. Hartsimateriaali
Kuten edellä mainittiin, jos materiaaliluettelosi vaatii 30 % lasilla täytettyä nailonia, sinun on budjetoitava kovat työkalut tilavuudestasi riippumatta. Pehmeiden työkalujen käyttö hiomamateriaaleille on väärää taloudellisuutta.
Kustannusanalyysi: pehmeä vs. kova työkalu
Päätös johtuu usein matemaattisesta ongelmasta: Kokonaisomistuskustannukset (TCO) . Sinun on tasapainotettava muotin ennakko "tarran hinta" osan pitkän aikavälin "kappalehintaan".
1. "MUD Frame" -strategia (Pro Tip)
Ennen kuin tarkastelet kokonaiskustannuksia, sinun pitäisi tietää Master Unit Die (MUD) insertit.
Sen sijaan, että ostaisit täyden mukautetun muottipohjan (joka on raskas ja kallis), voit käyttää "MUD Insert". Tämä on muovaajan omistama vakiokehys, johon he liukuvat juuri sinun sydämesi ja ontelosi.
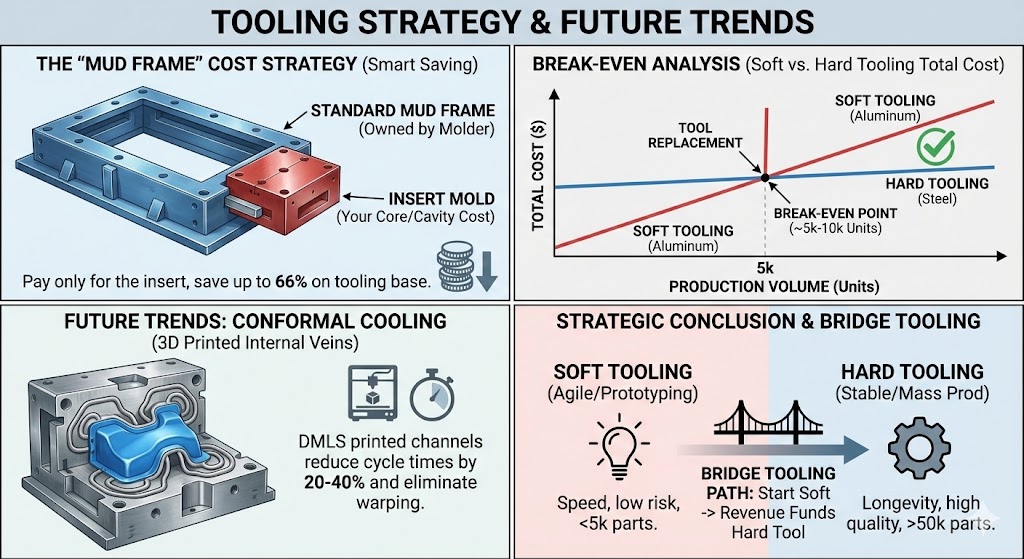
- Kustannusvaikutus: Tämä voi vähentää alkuperäisiä työkalukustannuksia jopa 66 % koska et maksa rakennemuottipohjasta, vaan vain muotoilualueesta.
- Paras: Sekä pehmeä että kova työkalustrategia alle 6 tuuman osille.
2. Hypoteettinen erittely: "Muovikotelo"
Katsotaanpa todellista skenaariota tavalliselle muovikotelolle (noin 4 x 4 tuumaa) nähdäksesi, missä kannattavuusraja on.
| Kustannusmuuttuja | Pehmeä työkalu (Aluminum 7075) | Kova työkalu (P20/H13 Steel) |
|---|---|---|
| Investointi työkaluihin | 3 500 dollaria | 12 000 dollaria |
| Arvioitu Työkalun käyttöikä | 5000 laukausta | 250 000 laukausta |
| Kierrosaika | 20 sekuntia (nopea jäähdytys) | 35 sekuntia (vakiojäähdytys) |
| Osan hinta | 1,20 dollaria | 1,45 $ (pienellä tilavuudella) / 0,85 $ (suurella tilavuudella) |
Kannattavuusanalyysi:
-
1 000 yksikköä:
- Pehmeä työkalu Total: 3 500 $ (1,20 * 1 000 $) = 4 700 dollaria
- Kova työkalu Total: 12 000 $ (1,45 $ * 1 000) = 13 450 dollaria
- Voittaja: Pehmeä työkalu maanvyörymän myötä.
-
20 000 yksikköä:
- Pehmeä työkalu Total: Vaatii 4 uutta muottia (14 000 dollaria) osia (24 000 dollaria) = 38 000 dollaria
- Kova työkalu Total: Yksi muotti (12 000 dollaria) osat (17 000 dollaria @ irtotavarana) = 29 000 dollaria
- Voittaja: Kova työkalu .
Oppitunti: "Risteyspiste" tapahtuu yleensä välillä 5 000 ja 10 000 yksikköä . Jos aiot skaalata tätä pidemmälle, kalliista terästyökalusta tulee halvempi vaihtoehto.
Ruiskuvalutyökalujen tulevaisuuden trendit
Binäärivalinta "alumiini vs. teräs" välillä hämärtyy tekniikan kehittyessä. Tässä on se, mikä muuttaa peliä vuonna 2025 ja sen jälkeen.
1. Konformaalinen jäähdytys ("sisäiset suonet")
Perinteisesti jäähdytyskanavat porataan suorina linjoina teräksen läpi. Tämä jättää "kuumia kohtia", joihin pora ei pääse.
- Innovaatio: Käyttämällä Suora metallilasersintraus (DMLS) (3D-metallitulostus), insinöörit voivat tulostaa teräsmuotin, jossa on kaarevia ja kiertyviä jäähdytyskanavia sisällä muotin seinämä, joka seuraa täydellisesti osan muotoa.
- Hyöty: Tämä lyhentää kiertoaikoja mm 20 % - 40 % ja käytännössä eliminoi vääntymisen.
2. Hybridityökalut
Suunnittelijat käyttävät yhä enemmän hybridi muotit . He käyttävät tavallista koneistettua teräspohjaa kestävyyden vuoksi, mutta käyttävät 3D-painettuja teräsosia monimutkaisiin ominaisuuksiin, joita olisi mahdotonta työstää CNC-leikkurilla. Tämä yhdistää AM:n (Additive Manufacturing) tarkkuuden perinteisten työkalujen kestävyyteen.
3. Älykkäät muotit (Industry 4.0)
Huippuluokan kovat työkalut on nyt varustettu sulautetuilla pietsosähköisillä antureilla. Nämä anturit valvovat painetta ja lämpötilaa ontelon sisällä reaaliajassa ja säätävät ruiskuvalukonetta automaattisesti estämään vikoja ennen kuin ne tapahtuvat.
Johtopäätös
Pehmeän ja kovan työkalun välillä valinnassa ei ole kyse "hyvästä vs. huonosta" vaan siitä riskien hallinta .
- Valitse Pehmeä työkalu (alumiini), jos: Olet prototyyppivaiheessa, tarvitset osia alle kahdessa viikossa, sinulla on tiukka budjetti alle 5 000 dollaria tai kokonaiskysyntäsi markkinoilla on epävarma. Se on ketterä, vähäriskinen sisääntulopiste.
- Valitse kova työkalu (teräs), jos: Sinulla on validoitu suunnittelu, tarvitset optista viimeistelyä, muovaat hankaavia lasitäytteisiä materiaaleja tai sinun on taattava satojen tuhansien yksiköiden toimitus. Se on investointi vakauteen ja laatuun.
Lopullinen suositus:
Jos olet epävarma, kysy valmistuskumppaniltasi a "Sillan työkalut" strategia. Aloita edullisella alumiinityökalulla päästäksesi markkinoille nopeasti. Käytä näistä ensimmäisistä 5 000 osasta saadut tulot pysyvän P20-teräsimuotin rakentamiseen. Tämä antaa sinulle pehmeän työkalun nopeuden ja kovan työkalun mahdollisen pitkäikäisyyden.
Usein kysytyt kysymykset (FAQ)
K: Voinko muuttaa pehmeän työkalun myöhemmin kovaksi työkaluksi?
V: Ei. Et voi "karkaista" alumiinimuottia teräkseksi. Jos kuitenkin käytät MUD-järjestelmää (Master Unit Die), voit vaihtaa alumiinisydän/ontelo-osat teräksisiin säilyttäen samalla alkuperäisen muotin pohjarungon, mikä säästää rahaa.
K: Onko pehmeä työkalu aina halvempaa kuin kova työkalu?
V: Yleensä kyllä. Pehmeät työkalut ovat yleensä 30-50 % halvempia etukäteen. Jos tuotantomääräsi kuitenkin ylittää 10 000 yksikköä, kuluneiden pehmeiden muottien vaihtokustannukset tekevät siitä lopulta kalliimman kuin investoimalla yhteen kestävään kovaan muottiin.
K: Voinko käyttää pehmeitä työkaluja lasitäytteiseen nyloniin?
V: Sitä ei suositella. Lasikuidut ovat hankaavia ja hankaavat alumiinimuotin yksityiskohdat nopeasti pois. Jos joudut käyttämään pehmeitä työkaluja hiomamateriaaleille, odota työkalun erittäin lyhyt käyttöikä (usein alle 500 osaa).
K: Mikä on läpimenoaikaero?
V: Pehmeät työkalut voidaan usein työstää ja valmistaa ensimmäiseen pistoon (T1) 1-2 viikossa. Kova työkalu vaatii tyypillisesti 4-8 viikkoa lämpökäsittelyn, EDM:n (Electrical Discharge Machining) ja kiillotusajan vuoksi.
K: Vaikuttaako työkalumateriaali muoviosan laatuun?
V: Mittojen suhteen ei - molemmat voivat tuottaa tarkkoja osia. Viimeistelyn kannalta korkeakiiltoinen, optisesti kirkas pinta vaatii kuitenkin kovia työkaluja. Pehmeät työkalut sopivat paremmin matta- tai teksturoituihin pintoihin.
Keskeisten termien sanasto
- Onkalo: Muotin kovera puoli, joka muodostaa osan ulkopinnan (kutsutaan usein "A-puolelle").
- Ydin: Muotin kupera puoli, joka muodostaa sisäpinnan ja rakenteelliset yksityiskohdat (kutsutaan usein "B-puolelle").
- EDM (sähköpurkauskoneistus): Prosessi, jota käytetään kovissa työkaluissa, jossa varautunut elektrodi polttaa muodon karkaistuksi teräkseksi, jota ei voida leikata perinteisillä porailla.
- Flash: Vika, jossa ylimääräinen muovi vuotaa ulos muotin irrotuslinjasta. Tämä tapahtuu usein, kun pehmeät työkalut alkavat kulua.
- Lämpökäsittely: Teräksen lämmitys- ja jäähdytysprosessi muuttaa sen fysikaalisia ominaisuuksia tehden siitä kovemman ja kestävämmän (välttämätön koville työkaluille).
- Laukaus: Yksi ruiskuvalukoneen sykli.
- T1: "Test 1" -näytteet – aivan ensimmäiset osat, jotka on valmistettu uudella muotilla suunnittelun tarkistamiseksi.

